Sprechen Sie mit uns, erhalten Sie eine Lösung in 20 Minuten
Bitte teilen Sie uns Ihre Wünsche und spezifischen Anforderungen mit, dann arbeiten wir schnellstmöglich eine Lösung aus und senden sie kostenlos zurück.
Bitte teilen Sie uns Ihre Wünsche und spezifischen Anforderungen mit, dann arbeiten wir schnellstmöglich eine Lösung aus und senden sie kostenlos zurück.
Das Finden eines zuverlässigen 0,0,0 auf Ihrer CNC - der Punkt, an dem sich X, Y und Z treffen - ist einer der ersten wirklichen Schritte zur genauen Bearbeitung. Ganz gleich, ob Sie Einzelstücke oder Produktionsläufe fertigen, die Bestimmung des Nullpunkts bedeutet, dass Ihr Programm die Merkmale dort trifft, wo sie sein sollen. Traditionell verwendeten Bediener Kantenfinder, Indikatoren oder eine einfache visuelle Ausrichtung. Doch mit einem Messtaster und dem richtigen Ansatz - unter Verwendung von Platten, Pucks und Antastroutinen - erhalten Sie jedes Mal Genauigkeit, Wiederholbarkeit und Vertrauen.
Es geht nicht darum, ein Makro auswendig zu lernen - es geht darum, zu verstehen, warum wir bestimmte Werkzeuge und Abläufe verwenden, und wie jemand zu denken, der seiner Maschine vertraut, anstatt zu raten.
Vereinfacht ausgedrückt, wird beim Nullsetzen ein bekannter Punkt auf einem Werkstück festgelegt - in der Regel die Ecke, die Mitte oder die Oberfläche, auf die sich der Rest des Programms bezieht. Dieser Punkt bildet die Grundlage für Ihr Werkstückkoordinatensystem (G54, G55 usw.). Wenn dieser Punkt auch nur um ein paar Tausendstel daneben liegt, wird dieser Fehler durch jede weitere Bewegung noch verstärkt. Mit einem Messtaster ist der Nullabgleich kein Rätselraten, sondern ein Messwert.
Erfahren Sie mehr über CNC-Laser-Werkzeugeinrichtungen cnc-probe.
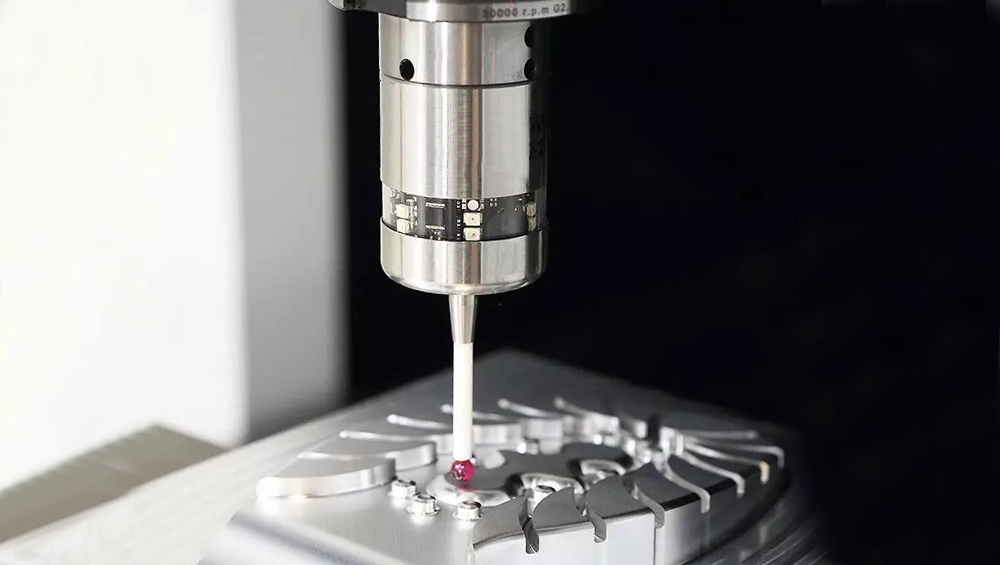
Ein Messtaster ist eine Präzisionsmetallplatte, die auf dem Maschinentisch oder auf dem Werkstück platziert wird. Sie bietet eine vorhersehbare, bekannte Oberfläche, die Sie zur Bestimmung des Z-Nullpunkts (Definition der Arbeitshöhe) verwenden. Da die Plattendicke bekannt und konsistent ist, kann die Steuerung, sobald der Messtaster Kontakt hat, automatisch die tatsächliche Oberflächenposition berechnen, indem sie den Wert der Plattendicke verwendet, den Sie in Ihre Messroutine eingegeben haben.
Dies ist ein weit verbreiteter Ansatz, denn:
In der Praxis führen Sie einen Antastzyklus durch, der das Werkzeug absenkt, um die Platte zu berühren, den Berührungspunkt erfasst und dann den Nullpunkt Z auf der Grundlage der bekannten Dicke der Platte verschiebt.
Entdecken Sie die modularen CNC-Tastsysteme cnc-probe.
Ein Puck ist ein fester Block - oft magnetisch oder fixiert - der als Referenz für X- und Y-Positionen verwendet wird. Er ist besonders hilfreich für:
Warum Pucks? Stellen Sie sich das so vor: Wenn das Ziel darin besteht, den X- und Y-Nullpunkt zu finden, stellen Sie sich im Wesentlichen die Frage: “Wo befindet sich dieser bekannte Punkt in Bezug auf die Welt meiner Maschine?” Mit einem Puck können Sie sich ihm von verschiedenen Achsen aus nähern, seine Oberfläche abtasten und diese gemessenen Positionen zur mathematischen Bestimmung des wahren X/Y-Nullpunkts verwenden.
Bei diesem Ansatz entfällt ein Großteil der manuellen Interpretation, die bei Kantenmessern erforderlich ist (z. B. das langsame Schleichen, bis sich die Skala bewegt), da das Gerät die exakten Punkte fühlen und aufzeichnen kann.
Siehe CNC-Übertragung verdrahtete Messtaster cnc-probe.

Bei vielen Antastsystemen - unabhängig davon, ob Sie einen speziellen Controller oder praktische Makros verwenden - folgen diese Routinen einer Abfolge, die ein gängiges Denkmuster in der Werkstatt widerspiegelt:
Legen Sie die Platte auf die Vorrichtung oder das Material und sichern Sie sie so, dass sie nicht verrutschen kann. Vergewissern Sie sich, dass der Puck oder die Platte sauber und die Verbindung zurück zum Sondeneingang fest ist.
Das ist wie das Stimmen eines Instruments vor dem Spielen - wenn die Referenz instabil ist, wird alles, was folgt, unzuverlässig sein.
Die typische Antastsequenz in vielen Steuerungen (insbesondere makrogesteuerte oder CNC-Software mit Antastunterstützung) beginnt mit dem Absenken, bis der Messtaster die Platte oder die Oberfläche des Werkstücks berührt.
Damit wird eine Ausgangshöhe festgelegt.
Das sieht normalerweise so aus:
Die Idee dahinter ist einfach: Bestimmen Sie zuerst, wo die Oberseite des Werkstücks liegt. Ohne diese Festlegung können Sie die X/Y-Ursprünge nicht sicher bestimmen, da Z im Ungewissen schwebt.
Sobald Z bekannt ist, geht es in den nächsten Schritten um X und Y:
Diese Abfolge minimiert Fehler, die durch die Ablenkung des Tastereinsatzes, den Vorlauf des Messtasters und den Spindelrundlauf entstehen. Mit anderen Worten: Durch die Messung zweier gegenüberliegender Flächen und die Mittelwertbildung wird der Nullpunkt durch die Maschinenmessung und nicht durch das menschliche Gefühl bestimmt.
Erfahren Sie mehr über verdrahtete CNC-Werkzeugeinrichtungen für die Z-Achse cnc-probe.
Sie fragen sich vielleicht: “Warum nicht einfach mit der Kante suchen oder mit dem Auge sehen?”
Die tiefere Wahrheit ist, dass manuelle Methoden von den Fähigkeiten und der Variabilität der Bediener abhängen. Zwei Maschinenbediener könnten dasselbe Teil finden und leichte Unterschiede feststellen. Ein Messtaster mit Platten und Pucks reduziert die menschliche Interpretation und ermöglicht es, dass die Encoder der Maschine Sie über die genauen Koordinaten informieren.
In der modernen Fertigung geht es um Vertrauen und Wiederholbarkeit - reproduzierbare Daten, die jeder Bediener ausführen und denen er vertrauen kann.
Besuchen Sie die Homepage von CNC Probe cnc-probe.
Eine Frage, die in der Praxis häufig auftaucht, ist: “Muss ich nach einem anderen Schneidedurchgang erneut sondieren?”
Die Antwort ist nicht immer ja - aber oft ist es klug:
Die tiefere Einsicht hier: Sondierung ist keine einmalige Angelegenheit. Sie validieren im Wesentlichen Ihre Referenzen während des gesamten Prozesses. Wenn Sie das Vertrauen in Ihren Bezugspunkt verlieren (Werkzeugwechsel, Vorrichtungswechsel, Vibrationen), tasten Sie ihn erneut an.
Entdecken Sie hochpräzise messende CNC-Taster cnc-probe.
Erfahren Sie mehr über optisch verdrahtete CNC-Fünf-Achsen-CNC-Touch-Tool Setter cnc-probe.

Erfahrene Anwender denken in Bezug auf Oberflächen und Referenzgeometrie - nicht nur in Bezug auf G-Code-Bewegungen. Beim Sondieren geht es eigentlich um die Beantwortung dieser Fragen:
Wenn Sie das Nullstellen auf diese Weise einordnen, ergibt die Verwendung von Platten, Pucks und Routinen intuitiv einen Sinn.
Der Nullabgleich mit einem Messtaster ist kein Zaubertrick. Es ist eine Messstrategie, die auf vorhersehbaren Kontaktpunkten und konsistenten Koordinaten beruht:
Die Maschine wird zu einem Messgerät, nicht nur zu einer Schneidemaschine. Das ist der Unterschied zwischen der Hoffnung, dass Ihre Einrichtung gut ist, und dem Wissen, dass sie es ist.

