Sprechen Sie mit uns, erhalten Sie eine Lösung in 20 Minuten
Bitte teilen Sie uns Ihre Wünsche und spezifischen Anforderungen mit, dann arbeiten wir schnellstmöglich eine Lösung aus und senden sie kostenlos zurück.
Bitte teilen Sie uns Ihre Wünsche und spezifischen Anforderungen mit, dann arbeiten wir schnellstmöglich eine Lösung aus und senden sie kostenlos zurück.
A CNC-Taster ist ein Präzisionsschalter mit einem Stift (in der Regel eine Kugel mit Rubinspitze), den die Maschine zum Lokalisieren, Messen und Überprüfen von Teilen und Vorrichtungen verwendet. Er teilt der Steuerung genau mit, wo sich die Teile befinden, damit Ihre Programme an der richtigen Stelle beginnen und dort auch bleiben.
Berühren Sie eine Fläche, eine Kante, eine Bohrung oder einen Vorsprung; die Steuerung berechnet den wahren Nullpunkt für X/Y/Z. Auf Wiedersehen, manueller Kantentaster, hallo, Minutenersparnis pro Einrichtung - vor allem bei Verwendung eines zuverlässigen CNC-Tastsystem.
Wenn ein Werkstück oder ein Schraubstock leicht verdreht ist, findet der Messtaster den Winkel und aktualisiert das Koordinatensystem, damit Ihre Werkzeugwege der Realität entsprechen und nicht einem Wunschdenken.
Von Taschen und Stegen bis hin zu Dübellöchern und Vorsprüngen misst die Sonde mehrere Punkte und teilt die Differenz auf, um eine Mittellinie im Mikrometerbereich zu erhalten, was genau das ist, was moderne CNC-Tastsysteme sind so konzipiert, dass sie gut funktionieren.
In der Mitte des Zyklus misst der Messtaster kritische Merkmale und kann den Werkzeugverschleiß anpassen oder den Zyklus stoppen, bevor sich der Ausschuss vervielfacht. Das ist SPC an der Spindel.
Haben Sie vergessen, die richtigen weichen Backen zu laden? Klemmenverschiebung während der zweiten Operation? Die Sonde fängt es auf. Ihr erster Artikel ist häufiger erfolgreich - ein Grund, warum Geschäfte in kabellose CNC-Taster.
Die Rüstzeit sinkt: Vor allem bei Arbeiten mit hohem Durchsatz und geringem Volumen werden durch die Sondierung aus Halbschichten Minuten.
Der Ertrag des ersten Teils steigt: Sie stellen ein gutes Teil früher her - weniger Brandbekämpfung.
Lights-out wird realistisch: Die Maschine kann sich zwischen den Einsätzen selbst überprüfen, ohne dass ein Mensch bereitsteht, insbesondere in Verbindung mit stabilen Funk-CNC-Tasterlösungen.
Daten, nicht Bauchgefühl: Messwerte fließen in Ihre Steuerung und in Ihre Prozessblätter ein.

| Link Typ | Wann man sie wählen sollte | Was zu beachten ist |
|---|---|---|
| Infrarot (IR) | Klare VMCs mit Sichtverbindung; batteriebetrieben, einfach | Chips/Türen können den Strahl abschatten |
| Radio | 5-Achsen, Horizontale, große Gehäuse; durchdringt Kühlmittel und Türen | Verwaltung der Paarung; etwas mehr Leistung |
| Verkabelt | EDMs, laute EMI-Umgebungen, kleine Maschinen | Kabelführung/Zugentlastung, Verfahrgrenzen |
Faustregel: Horizontale oder 5-Achsen → Funk; kompakte VMC mit sauberem Empfangsfenster → IR; EDM oder starke EMI → verkabelt.

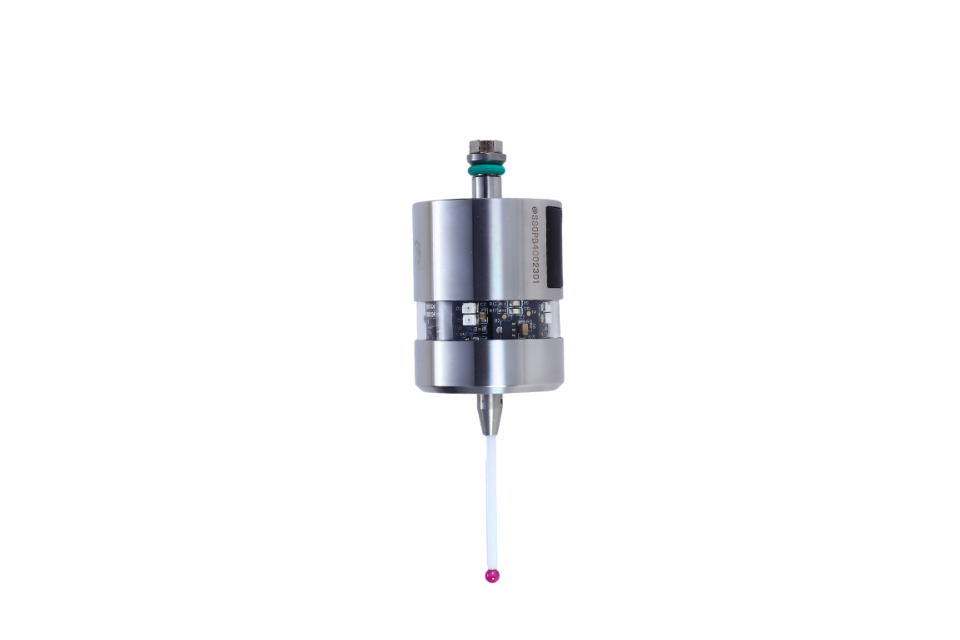
Kinematischer Sitz: Drei Präzisionskontaktpaare arretieren den Tastereinsatz nach jedem Abzug in der gleichen Position.
Rubinkugelspitze: Hart, reibungsarm, berechenbare Kontaktgeometrie.
Abgedichtetes Gehäuse: O-Ringe und Abstreifer halten das Kühlmittel fern; die ausgewogene Konstruktion übersteht auch Werkzeugwechsel.
Elektronik: Das Schließen des Schalters wird gefiltert/entprellt, so dass Sie ein klares, wiederholbares Signal erhalten (oft mit einer Genauigkeit von wenigen Mikrometern).
3C / Elektronik: Nullen von dünnwandigen Teilen ohne Quetschen; Bestätigen von winzigen Vorsprüngen vor der Fertigstellung von Mikrofräsern.
Autoteile: Messen Sie die Bohrungen und halten Sie die Schraubenmuster in den Hohlräumen konzentrisch.
Luft- und Raumfahrt: Richten Sie Multi-Op-Teile nach jeder Umdrehung aus; fangen Sie thermische Drift bei langen Endbearbeitungsgängen auf.
Form und Werkzeug: Aufnehmen von Elektroden und Kavitätsnullpunkten; Nacharbeiten von Merkmalen nach dem Benching oder Spotting.
Auftragsarbeiten: Standardisieren Sie das Chaos - jeder Auftrag beginnt mit der gleichen sicheren, bewährten Sondierungsroutine, unterstützt durch moderne Hardware für CNC-Taster.
Start & Aufwärmen: Maschine auf Null stellen; Spindel aufwärmen, wenn kalt.
Messung des Lagerbestands: Taster oben (Z0), zwei X/Y-Flächen für Rechtwinkligkeit und Größe.
Drehen: Eine lange Kante oder einen Schlitz berühren → Winkel einstellen.
Primäre Bezugspunkte: Bohrung/Bolzenmitte, kritische Flächen.
Protokollieren und handeln: Erfassen Sie Abweichungen von Variablen; aktualisieren Sie den Werkzeugverschleiß oder alarmieren Sie, wenn das Band verlassen wird.
Halten Sie es langweilig: ein Hauptprogramm ruft saubere Unterprogramme auf (measure_face, measure_bore, set_rotation). Bediener lieben Vorhersehbarkeit.
Sparen Sie 20 Minuten pro Einrichtung × 3 Einrichtungen/Tag = 1 Stunde/Tag.
Bei $30-$60/Std. sind das $7,5k-$15k/Jahr (250 Tage), bevor man die Verringerung des Ausschusses und die Vermeidung von Nacharbeit berücksichtigt.
Die meisten Sonden amortisieren sich in Wochen, nicht in Jahren.
Falsche Auslöser von Chips: Luftstoß + “Doppelberührung zur Bestätigung”.”
Tote Winkel (IR): Versetzen Sie den Empfänger oder fügen Sie einen Repeater hinzu; vermeiden Sie das Parken hinter Werkzeugregalen.
Funk-Paarungsroulette: Paare beschriften; eine zweistufige “Pair & Test”-Karte bei der Kontrolle aufbewahren.
Ermüdung des Kabels: Hochflexibles Kabel, großzügiger Biegeradius, echte Zugentlastung.
Nach jeder Unebenheit: Qualifizieren Sie die Abtastnadel neu - das ist billiger als die Jagd nach Phantom-Mikrometern.
Täglich: Rubin abwischen, LED/Status kurz anzeigen.
Wöchentlich: 10 Berührungen an einem Messpunkt; Streuung überprüfen.
Monatlich: O-Ringe und Tastereinsatzgewinde prüfen; Länge/Radius neu einstellen.
Absturz: Tauschen Sie zuerst den Stift aus; untersuchen Sie dann die Halterungen.


