Sprechen Sie mit uns, erhalten Sie eine Lösung in 20 Minuten
Bitte teilen Sie uns Ihre Wünsche und spezifischen Anforderungen mit, dann arbeiten wir schnellstmöglich eine Lösung aus und senden sie kostenlos zurück.
Bitte teilen Sie uns Ihre Wünsche und spezifischen Anforderungen mit, dann arbeiten wir schnellstmöglich eine Lösung aus und senden sie kostenlos zurück.
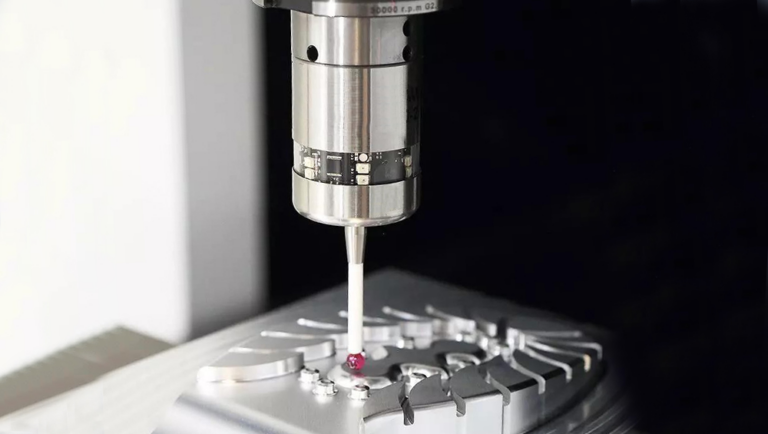
Wenn Sie schon einmal beobachtet haben, wie eine CNC-Maschine ein Teil vor der Bearbeitung ein paar Mal “anbohrt” oder mitten im Zyklus eine Bohrung prüft, dann haben Sie das Antasten in Aktion gesehen. A Messtaster (oft als Werkstücktaster) ist eine Hochpräzisionssensor in der Spindel (oder im Revolver) montiert dass berührt das Werkstück mit einer Tastkugel zur Erfassung echter 3D-Koordinaten innerhalb der Maschine, Diese Daten werden dann an die CNC zurückgegeben, so dass diese den Arbeitsversatz einstellen, das Teil ausrichten, die Abweichung kompensieren oder die Abmessungen im Zyklus überprüfen kann.
Im Gegensatz zum manuellen Antasten“ mit Papier oder einem Kantentaster verwandelt ein Tastsystem dieselbe Idee in eine wiederholbare, automatisierte Messschleife.
Eine Sonde ist im Wesentlichen der “Tastsinn” Ihrer Maschine.”
Sie kann:
Finden Sie heraus, wo sich das Teil wirklich befindet (auch wenn die Halterung um ein Haar nicht richtig sitzt)
Setzen Sie den Teil Null (G54/G55... Offsets) automatisch
Merkmale messen (Vorsprünge, Bohrungen, Kanten, Taschen, Winkel)
Orientierung/Drehung erkennen (kritisch für Gussstücke, Schmiedestücke, 5-Achsen-Einrichtungen)
Bestätigen Sie die fertigen Abmessungen bevor Sie die Klammer lösen - damit Sie bei der Inspektion keinen Fehler entdecken
Aus diesem Grund beschreiben die Hersteller von Messtastern diese als Werkzeuge, die die Abmessungen, Form und Lage Eigenschaften durch taktilen Kontakt mit einer Tastkugel.
Der Griffel (in der Regel eine Rubinkugel) https://cnc-probe.com/cnc-probes-stylus/berührt die Oberfläche. Der Messtaster erkennt die Auslenkung und löst ein Signal aus. Die CNC zeichnet die Maschinenposition in diesem Moment auf - bumm: Sie haben einen gemessenen Punkt.
Dieser Auslöser muss zuverlässig zum Steuergerät gelangen. In der Praxis spielen hier die Unterschiede zwischen den Sondensystemen eine große Rolle.
Zu den üblichen Kommunikationsmethoden für Sonden gehören: optisch (Infrarot), per Funk, induktiv und direkt/fest verdrahtet Übertragung.
Der Sondierungszyklus (Makro/Software) rechnet:
Mittellinien,
Entfernungen/Durchmesser,
Winkeln,
Offsets und Ausgleichswerte,
...aktualisiert dann die Offsets oder stoppt den Zyklus, wenn etwas außerhalb der Toleranz liegt.

A Messtaster misst die Teil (Lage, Merkmale, Prüfpunkte).https://cnc-probe.com/cnc-touch-probes/
A Werkzeugeinstellgerät / Werkzeuglängenmesssystem misst die Werkzeug (Länge, Durchmesser, Bruch).https://cnc-probe.com/cnc-tool-setter/
Sie ergänzen sich gegenseitig. Viele Werkstätten erzielen den größten Nutzen, wenn sie beides einsetzen: Werkzeugvermessung zur Stabilisierung der Fräser und Werkstückerfassung zur Stabilisierung der Einrichtung/Teilposition.
Diese Messtaster sind die Arbeitstaster, mit denen die meisten Maschinenbediener zuerst in Berührung kommen. Sie lösen aus, wenn der Taststift ausgelenkt wird.
Renishaw wird weithin als Erfinder des schaltender Tastkopf in 1973, und Anwender von Werkzeugmaschinen profitieren seit Mitte der 1970er Jahre von der Messtechnik.
Einige Sondenfamilien erzeugen das Triggersignal mit optoelektronisch Schaltung (z. B. Abschattung einer Lichtschranke). Dieser Ansatz wird beschrieben als Verschleißfrei und wird verwendet, um höhere Geschwindigkeiten und langfristige Stabilität zu unterstützen.
Warum das wichtig ist: weniger verschleißbedingte Drift und oft bessere Wiederholbarkeit im Laufe der Zeit, insbesondere in Produktionsumgebungen mit hoher Taktzahl.
Einige Messtaster sind so konstruiert, dass sie sich bei verschiedenen Annäherungsrichtungen gleichmäßiger verhalten (wichtig für die Messung von Kreisen und Winkeln ohne “Richtungsfehler”). Die Hersteller von Messtastern unterscheiden ausdrücklich zwischen multidirektionalen und bidirektionalen Mechanismen und erörtern, wie sich die Konstruktion auf richtungsabhängige Ergebnisse und Hochgeschwindigkeitstastungen auswirkt.
Was man mitnehmen kann: Wenn Sie in mehrere Richtungen sondieren (±X/±Y und Z), kann das Richtungsverhalten den Unterschied zwischen “Sondieren ist magisch” und “Sondieren ist... nervig” ausmachen.”
Lagerbestandsecke finden, G54 einstellen
Referenz der Schraubstockbacken finden
Ausrichten eines Teils in weichen Backen
Kompensieren Sie, wenn sich Vorrichtungen nach einem Absturz oder einem erneuten Einspannen bewegen
Dies ist der erste Gewinn“, den die meisten Werkstätten sehen: Die Rüstzeit sinkt, und der Prozess ist weniger abhängig von einem einzelnen Maschinisten.
Das Umdrehen von Teilen zwischen Arbeitsgängen ist ein klassischer Ort, an dem sich Fehler einschleichen. Durch Sondieren lässt sich das Koordinatensystem viel zuverlässiger wiederherstellen als durch “Angeben und Beten”.”
Sondieren ist nicht nur “vorher” und “nachher”. Die prozessbegleitende Sondierung ermöglicht:
Prüfung einer Bohrung vor der Fertigstellung,
Kompensierung des Werkzeugverschleißes (bei Verwendung mit geeigneten Zyklen),
Auffangen von Treibgut, bevor es zu Schrott wird.
Die Anbieter von Messtastern positionieren moderne Messtaster ausdrücklich für prozessbegleitende Messungen und “kontinuierliche Prozessketten”, einschließlich des Einsatzes unter Kühlmittel.
“Notwendig” hängt von Ihrer Mischung, Ihrer Toleranz und Ihrer Risikobereitschaft ab.
Sie machen nur einfache 2D-Arbeiten,
die Toleranzen sind locker,
Die Einstellungen sind für lange Läufe identisch,
und Ihre Schrottkosten sind niedrig.
Sie laufen High-Mix / Low-Volume Arbeitsplätze (Job-Shops),
Sie tun 5-Achsen oder komplexe Neuausrichtung,
Sie halten regelmäßig enge Toleranzen ein,
Sie wollen Licht aus oder reduzierte Überwachung,
Ausschuss oder Nacharbeit ist teuer.
Messtaster sind auch ein wichtiger Faktor für einen geringeren Personaleinsatz und automatisierte Prozessketten in modernen Bearbeitungsumgebungen.
Hier ist eine schnelle Möglichkeit, den Wert ohne Tabellenkalkulationen auf seine Richtigkeit zu überprüfen.
Schätzung:
Eingesparte Rüstzeit pro Auftrag (Minuten)
Arbeitsplätze pro Woche
Stundensatz der Maschine (oder Deckungsbeitragssatz)
Vermeideter Ausschuss/Nacharbeit pro Monat
Beispiel:
Sparen Sie 12 Minuten bei der Einrichtung/Aufgabe
25 Aufträge/Woche
Maschinentarif $90/Std.
Wert der eingesparten Zeit/Woche:
12 min × 25 = 300 min = 5 Stunden/Woche
5 × $90 = $450/Woche
Das ist $23.400/Jahr in erholter Spindelzeit vor Sie zählen sogar den Schrottabbau.
Selbst wenn die tatsächliche Zahl nur halb so hoch ist, kann sich die Investition schnell auszahlen - vor allem, wenn durch die Sondierung einige hochwertige Teile vermieden werden.
Verwenden Sie dies wie ein Datenblatt vor dem Kauf.
Kühlmittel überschwemmt? Starke Späne?
Achten Sie auf Systeme, die ausdrücklich für zuverlässige Messungen unter Kühlmittelbedingungen ausgelegt sind.
Beschränkungen des Spindelspiels?
5-Achsen-Kinematik (gutes Richtungsverhalten erforderlich)?
Von gemeinsamen Sondensystemarchitekturen:
Optisch/IR: großartig für viele Maschinen, erfordert aber Sichtlinien-Disziplin
Radiogute Reichweite und Robustheit; kann in größeren Maschinen nützlich sein
Induktiv: für spindelförmige Module und enge Integration
Fest verdrahtet: häufig verwendet in Anwendungen mit fester Werkzeugbestückung
Nur G54? finden (Grundzyklen)
Bohrungen messen und Verschleiß kompensieren? (fortgeschrittenere Zyklen + Prozesswissen)
Berichterstattung über Inspektionen im Zyklus? (Software-Integration)
Eine Änderung der Tastereinsatzlänge, der Kugelgröße oder des Verlängerungsstapels verändert das Verhalten. Kalibrieren Sie jede Tastereinsatzkonfiguration, die Sie tatsächlich verwenden.
Sondieren an schweren Graten vermeiden
Sondieren Sie saubere Oberflächen, wenn möglich (Luftstrahl oder Kühlmittelmanagement)
Denken Sie an die Anflugrichtung - besonders bei dünnen Wänden
Die besten Sondierungsroutinen sind keine “zusätzlichen Schritte”. Sie sind Versicherungspolicen, die billiger sind als Schrott.
Mythos 1: “Eine Sonde garantiert Genauigkeit”.”
Die Realität: Es misst genau wenn sie qualifiziert, sauber und korrekt verwendet werden. Müllflächen und schlechte Routinen erzeugen Datenmüll.
Mythos 2: “Sondieren verlangsamt die Maschine”.”
Die Realität: Ein paar Sekunden Tastung können Stunden an Nacharbeit und Einrichtungsaufwand sparen. Die Hersteller von Messtastern betonen auch die geringeren Stillstandszeiten, wenn die Messungen bei der Geschwindigkeit verlässlich sind.
Mythos 3: “Nur große Raumfahrtunternehmen brauchen Sonden”.”
Realität: Fertigungsbetriebe mit hohem Mix profitieren oft am meisten davon, weil das Sondieren die Einrichtungsvariabilität beseitigt und die Abhängigkeit von Stammeswissen verringert.
Aufwärmen / Stabilisieren (bei der Jagd nach Mikrometern spielt die Temperatur eine Rolle)
Testen Sie die Referenz der Halterung (optional, aber leistungsstark)
Antasten des Lager-/Teilnullpunkts → Arbeitsversatz einstellen
Probe ein Schlüsselmerkmal (wie eine Bohrung) zur Bestätigung der Drehung/Ausrichtung
Maschine
Kritische Abmessungen der Sonde (im Prozess oder am Ende des Zyklus)
Gut/Schlecht-Entscheidung: Offsets anpassen, Enddurchgang neu schneiden oder Maschine anhalten
Dies ist die Grundlage für eine “vertrauensvolle Bearbeitung” - vor allem, wenn Sie versuchen, die Qualität zu skalieren.
Ein Tastsystem ist nicht nur ein Gerät, das “das Teil berührt”. Es ist ein Rückmeldesystem: messen → entscheiden → korrigieren-genau dort, wo Fehler am leichtesten zu finden sind: im Inneren der Maschine, bevor Sie Schrott herstellen.