Hable con nosotros, obtenga una solución en 20 minutos
Por favor, háganos saber cualquier requisito y demandas específicas, a continuación, elaboramos la solución más pronto y enviarlo de vuelta de forma gratuita.
Por favor, háganos saber cualquier requisito y demandas específicas, a continuación, elaboramos la solución más pronto y enviarlo de vuelta de forma gratuita.
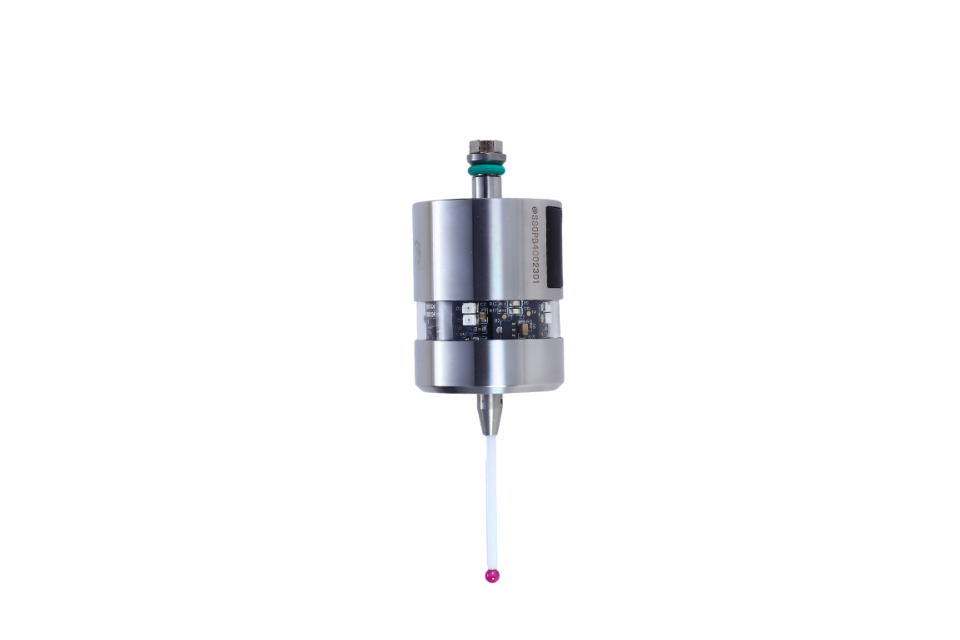
A Sonda CNC es un interruptor de precisión con un palpador (normalmente una bola con punta de rubí) que la máquina utiliza para localizar, medir y verificar piezas y útiles. Indica al control exactamente dónde están las cosas para que sus programas comiencen desde el lugar correcto y permanezcan allí.
Toque una cara, una arista, un orificio o un saliente; el control calcula el cero real para X/Y/Z. Adiós al palpador de aristas manual, hola a los minutos que se ahorran en cada ajuste, especialmente cuando se utiliza un palpador de aristas fiable. Sistema de palpación CNC.
Si la pieza o el tornillo de banco están ligeramente torcidos, la sonda detecta el ángulo y actualiza el sistema de coordenadas para que las trayectorias de la herramienta se ajusten a la realidad y no a una ilusión.
La sonda mide múltiples puntos y divide la diferencia para obtener una línea central a nivel de micras, que es exactamente lo que necesitan las máquinas modernas. Sistemas de inspección CNC están diseñados para hacerlo bien.
A mitad de ciclo, la sonda mide las características críticas y puede ajustar el desgaste de la herramienta o detener el ciclo antes de que se multipliquen los desechos. Es SPC en el husillo.
¿Olvidó cargar las mordazas blandas correctas? ¿Desplazamiento de la pinza durante la segunda operación? La sonda lo atrapa. Su primer artículo tiene éxito más a menudo, una razón por la que las tiendas invierten en sondas CNC inalámbricas.
El tiempo de preparación se desploma: Especialmente en trabajos de gran mezcla y bajo volumen, la palpación convierte medios turnos en minutos.
El rendimiento de la primera parte sube: Se hace una buena parte antes, menos incendios.
El apagado de luces se convierte en algo realista: la máquina puede autocomprobarse entre operaciones sin la presencia de un humano, especialmente cuando se combina con un sistema estable. soluciones de sondeo CNC por radio.
Datos, no corazonadas: Los valores medidos alimentan su control y sus hojas de proceso.

| Tipo de enlace | Cuándo elegirlo | Qué ver |
|---|---|---|
| Infrarrojos (IR) | VMC de línea de visión clara; con pilas, sencillo | Los chips/puertas pueden ensombrecer el haz |
| Radio | 5 ejes, horizontales, grandes recintos; penetra refrigerante y puertas | Gestionar el emparejamiento; algo más de potencia |
| Cableado | Máquinas de electroerosión, entornos EMI ruidosos, máquinas diminutas | Guiado de cables/alivio de tensiones, límites de recorrido |
Regla empírica: horizontales o 5 ejes → radio; VMC compacto con ventana receptora limpia → IR; EDM o EMI pesado → cableado.

Asiento cinemático: Tres pares de contactos de precisión bloquean el palpador en la misma posición después de cada disparo.
Punta de bola de rubí: dura, baja fricción, geometría de contacto predecible.
Cuerpo sellado: Las juntas tóricas y los rascadores mantienen el refrigerante fuera; el diseño equilibrado sobrevive a los cambios de herramientas.
Electrónica: El cierre del interruptor está filtrado/debitado para obtener una señal nítida y repetible (a menudo con una precisión de unas micras).
3C / electrónica: Cero piezas de pared delgada sin aplastar; confirme los salientes diminutos antes de terminar las microfresas.
Autopartes: Medir los agujeros, mantener los patrones de los tornillos concéntricos a través de las cavidades.
Aeroespacial: Alinee las piezas de varias operaciones después de cada volteo; detecte la deriva térmica en pasadas de acabado largas.
Moldes y matrices: Recogida de electrodos y puntos de referencia de cavidades; retoque de características después de la preparación o el punteado.
Talleres: Estandarice el caos: cada trabajo comienza con la misma rutina de sondeo segura y probada, respaldada por modernas Hardware de sonda CNC.
Inicio y calentamiento: Comprobar máquina a cero; calentamiento del cabezal si está frío.
Medición de existencias: Sonda superior (Z0), dos caras X/Y para cuadratura y tamaño.
Rotación: Toque un borde largo o ranura → ángulo establecido.
Puntos de referencia primarios: Centro del taladro, caras críticas.
Registrar y actuar: Registre las desviaciones con respecto a las variables; actualice el desgaste de la herramienta o la alarma si está fuera de banda.
Que sea aburrido: un programa maestro llama a subrutinas limpias (measure_face, measure_bore, set_rotation). A los operarios les encanta la previsibilidad.
Ahorro de 20 minutos por configuración × 3 configuraciones/día = 1 hora/día.
A $30-$60/hora, son $7,5k-$15k/año (250 días) antes de contar la reducción de chatarra y la evitación de retrabajos.
La mayoría de las sondas se amortizan en semanas, no en años.
Falsos disparos de fichas: Ráfaga de aire + “doble toque para confirmar”.”
Puntos ciegos (IR): Desplace el receptor o añada un repetidor; evite aparcar detrás de portaherramientas.
Ruleta de emparejamiento por radio: Etiqueta los pares; mantén una tarjeta de “emparejamiento y prueba” de dos pasos en el control.
Fatiga por cable: Cable de gran flexibilidad, radio de curvatura generoso, alivio real de la tensión.
Después de cualquier golpe: Vuelva a calificar el palpador, es más barato que perseguir micras fantasma.
Diariamente: Limpiar rubí, visual rápido en LED/estado.
Semanal: 10 toques en un punto de gálibo; comprobar la dispersión.
Mensualmente: Inspeccionar juntas tóricas, roscas del palpador; recalificar longitud/radio.
Choque: Reemplace el lápiz primero; investigue los montajes después.

