Hable con nosotros, obtenga una solución en 20 minutos
Por favor, háganos saber cualquier requisito y demandas específicas, a continuación, elaboramos la solución más pronto y enviarlo de vuelta de forma gratuita.
No.402, Anchuang Park, Xingtan Town, Ciudad de Foshan
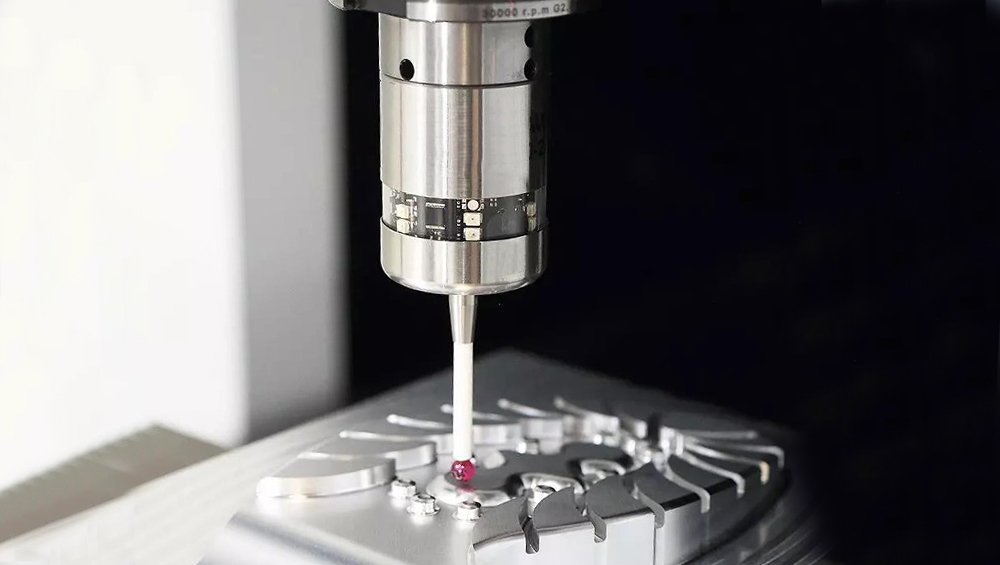
CNC Probe Basics: Cómo una sonda CNC mejora el tiempo de preparación del primer artículo
La idea central (en una frase) Un palpador CNC convierte las conjeturas en mediciones, para que pueda encontrar los puntos de referencia, la rotación, los centros y la desviación en cuestión de minutos, en lugar de probar, volver a cortar y esperar.
Índice
Por qué el primer artículo tarda tanto (y por dónde se escapa el tiempo)
A la caza del verdadero cero: Localizador de bordes, palpadores de papel, pilas de calces.
Misterio de inclinación/rotación: El tornillo de banco o la culata están un poco fuera de lugar; se cuadra a ojo, se corta y se descubre más tarde.
Verificación de características mediante desmontaje: Tirar de la pieza, microfonearla, volver a sujetar, volver a retocar, volver a cortar.
Sorpresas por desgaste de la herramienta: Los primeros pases se ven bien, el segundo lado está apagado porque la herramienta no es exactamente lo que CAM supuso.
Ninguno de estos pasos crea valor. Son costes de búsqueda: tiempo invertido en localizar la realidad.
Cómo el sondeo comprime la primera partícula-fase por fase
Datos rápidos y fiables (X/Y/Z) La sonda toca una cara/borde → el control pone ceros. Sin “sensación” subjetiva; gatillo limpio = micras repetibles.
Alineación automática de la rotación Toque dos puntos en una arista larga o ranura → el control gira el plano de trabajo. La CAM no cambia; la máquina se alinea con la pieza.
Encontrar el centro sin matemáticas ni marcadores Los ciclos web/pocket o taladro/espiga tocan varios puntos → línea central y tamaño verdaderos. Garantiza trayectorias simétricas en el primer corte.
Controles en curso (no rompa la configuración) A mitad de ciclo, medir un taladro o resalte → ajustar el desgaste o el tope. Atrápalo “casi bien” antes de que se convierta en chatarra.
Trazabilidad digital Los valores caen en variables macro o registros → sin misterios de “¿qué pusimos la última vez?”.
Cronología antes/después (ejemplo realista de VMC)
Paso
Manual (min)
Con sonda (min)
Montar y desbastar cuadradillo
10
10
Encontrar ceros X/Y/Z
15
3
Fijar rotación
8
2
Encontrar centros (taladro/espiga)
10
3
Primeros cortes de verificación
15
5
Medir y ajustar el desgaste
10
3
Total
68
25
Resultado: ~43 minutos ahorrados en la reducción del primer artículo → 60%. En 3 configuraciones/día, eso supone >2 horas de vuelta al programa.
Una rutina de sondeo del primer artículo que puede estandarizar
Inicio y calentamiento (primero la salud de la máquina).
Cara de referencia Z0 de la sonda (superficie limpia y consistente).
Caras X/Y de la sonda para poner ceros y comprobar el tamaño de las existencias.
Ciclo de rotación en un borde largo o ranura (ángulo de la tienda).
Taladro/centro para las características primarias (centro de la tienda, diámetro).
Comprobación de características críticas (por ejemplo, +0/-0,01 en la profundidad de la cajera → desgaste del codillo).
Estampar resultados en variables o un registro CSV (ID de pieza, operador, hora).
Ejecute la trayectoria de la herramienta de primera pieza con confianza.
Que sea un botón: un programa maestro que llame a subrutinas como MEASURE_FACE, SET_ROTATION, BORE_CENTER, FEATURE_CHECK.
Ejemplo (conceptual) de llamadas a macros:
( Fije Z0 en la cara superior ) G65 P9811 Z0. Q5. (Toque Z, confirmar 5 puntos)
( Alinear la rotación en el borde X ) G65 P9843 X100. Y0. Q80. (Dos toques a 80 mm de distancia)
( Encuentre el centro/diámetro del agujero ) G65 P9814 X50. Y50. Q8. F50. (calibre de 8 puntas, alimentación segura)
( Comprobación de características y actualización del desgaste ) #100 = [#502 - 12.000] (Medido - nominal) IF[ABS[#100] GT 0.01] ENTONCES #3000=1 (FUERA DE TOL) #2001 = #2001 + [#100 * 0.5] (Codazo de desgaste de medio error)
Miniestudio de caso (taller de alta especialización)
Parte: Caja de aluminio, ±0,02 mm en la ubicación del orificio. Antiguo primer artículo: 75-90 min; dos reediciones habituales. Después de sondear SOP: 28-35 min; re-cortes raros. Efecto secundario: Los operarios dejaron de evitar los trabajos de corta duración: la programación se hizo más fluida.
Cálculo rápido del ROI (conservador)
Tiempo ahorrado por FA: 40 minutos.
Montajes/día: 3 → 120 min/día.
Tarifa de tienda (cargada): $45/hora → $90/día.
250 días/año: $22.500/año antes de la reducción de chatarra.
La mayoría de los kits de sonda se amortizan en semanas, no en años.
Recortes del primer artículo por trabajo (objetivo: ≈0).
Chatarra en la primera pasada (objetivo: casi cero).
Intervenciones del operador durante el apagado de luces (objetivo: tendencia a la baja).
Recuento de ciclos de la sonda frente a alarmas (tendencia a la fiabilidad).
Para llevar
La velocidad de la primera partícula no es cuestión de suerte, sino de medición. Una sonda proporciona a su máquina los datos, alinea el programa con la realidad y verifica los resultados antes de que se produzcan errores. Estandarice una rutina de inspección y su taller notará el ahorro de tiempo desde el primer día.