Hable con nosotros, obtenga una solución en 20 minutos
Por favor, háganos saber cualquier requisito y demandas específicas, a continuación, elaboramos la solución más pronto y enviarlo de vuelta de forma gratuita.
Por favor, háganos saber cualquier requisito y demandas específicas, a continuación, elaboramos la solución más pronto y enviarlo de vuelta de forma gratuita.
Encontrar un 0,0,0 fiable en el CNC (el punto en el que X, Y y Z coinciden) es uno de los primeros pasos para conseguir un mecanizado preciso. Tanto si se trata de piezas únicas como de series de producción, acertar con el cero significa que el programa golpeará las características donde debe. Tradicionalmente, los operarios utilizaban palpadores de aristas, indicadores o una simple alineación visual. Sin embargo, con una sonda de contacto y el enfoque adecuado -utilizando placas, discos y rutinas de palpado- obtendrá precisión, repetibilidad y confianza en todo momento.
No se trata de memorizar una macro, sino de entender por qué utilizamos herramientas y secuencias específicas, y cómo pensar como alguien que confía en su máquina en lugar de adivinar.
En términos sencillos, la puesta a cero consiste en establecer un punto conocido en una pieza de trabajo, normalmente la esquina, el centro o la superficie a la que hará referencia el resto del programa. Ese punto se convierte en la base de su sistema de coordenadas de trabajo (G54, G55, etc.). Si ese punto se desvía incluso unas milésimas, cada movimiento posterior agrava el error. Con un palpador, la puesta a cero no son conjeturas, son datos medidos.
Más información sobre herramientas láser CNC sonda cnc.
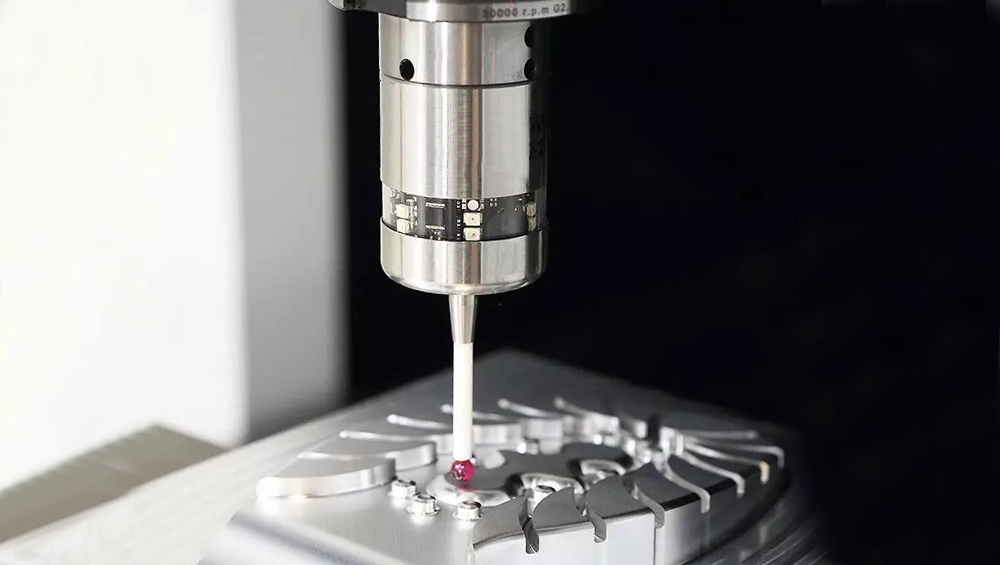
Un plato palpador es una placa metálica de precisión que se coloca en la mesa de la máquina o en la pieza. Proporciona una superficie predecible y conocida que se utiliza para encontrar el cero Z (que define la altura de trabajo). Dado que el grosor de la placa es conocido y constante, una vez que la sonda hace contacto, el controlador puede calcular automáticamente la ubicación de la superficie real utilizando el valor de grosor de la placa introducido en la rutina de palpación.
Se trata de un enfoque ampliamente adoptado porque:
En la práctica, se ejecuta un ciclo de palpado que baja la herramienta hasta entrar en contacto con la placa, registra el punto de contacto y, a continuación, desplaza el cero Z en función del grosor conocido de la placa.
Explore los palpadores modulares CNC sonda cnc.
Un disco de palpación es un bloque sólido -a menudo magnético o fijado en su sitio- que se utiliza para referenciar las posiciones X e Y. Es especialmente útil para:
¿Por qué discos? Piénsalo así: si el objetivo es encontrar el cero X e Y, básicamente estás preguntando “¿dónde está este punto conocido en relación con el mundo de mi máquina?”. Con un disco puedes acercarte a él desde distintos ejes, sondear su superficie y utilizar esas posiciones medidas para determinar matemáticamente el verdadero cero X/Y.
Este enfoque elimina gran parte de la interpretación manual que requieren los localizadores de bordes (ya sabe, cuando se arrastra lentamente hasta que el dial se mueve), al dejar que la máquina palpe y registre los puntos exactos.
Compruebe los palpadores con cable de transmisión CNC sonda cnc.

En muchos sistemas de inspección, tanto si se utiliza un controlador específico como macros prácticas, estas rutinas siguen una secuencia que refleja un patrón de pensamiento habitual en el taller:
Coloca la placa en la fijación o la culata y fíjala para que no se desplace. Asegúrese de que el disco o la placa estén limpios y de que la conexión a la entrada de la sonda sea sólida.
Es como afinar el instrumento antes de tocarlo: si la referencia es inestable, todo lo que venga después será poco fiable.
La secuencia de palpación típica de muchos controladores (especialmente macrocontrolados o software CNC con soporte de palpación) comienza descendiendo hasta que la sonda entra en contacto con la placa o la superficie de la pieza.
Así se establece una altura de referencia.
Suele ser así:
La idea es sencilla: definir primero dónde está la parte superior de la pieza. Sin eso, no se puede establecer con seguridad X / Y orígenes porque Z está flotando en la incertidumbre.
Una vez conocida Z, los siguientes pasos se refieren a X e Y:
Esta secuencia minimiza el error debido a la desviación del palpador, el recorrido previo de la sonda y la excentricidad del cabezal. En otras palabras, al medir dos caras opuestas y promediar, se deja que la medición de la máquina dicte el cero, no la sensación humana.
Más información sobre los reglajes de herramientas CNC con cable en el eje Z sonda cnc.
Te preguntarás: “¿Por qué no buscar por los bordes o a ojo?”.”
Esta es la verdad más profunda: los métodos manuales dependen de la habilidad y la variabilidad del operario. Dos maquinistas pueden encontrar de canto la misma pieza y obtener ligeras diferencias. Una sonda, con placas y discos, reduce la interpretación humana y permite que los codificadores de la máquina le informen de las coordenadas exactas.
En la fabricación moderna buscamos confianza y repetibilidad: datos reproducibles que cualquier operario pueda ejecutar y en los que pueda confiar.
Visite la página de CNC Probe sonda cnc.
Una pregunta que surge a menudo en la práctica es: “¿Tengo que volver a sondear después de una pasada de corte diferente?”.”
La respuesta no siempre es afirmativa, pero a menudo es acertada:
La idea más profunda: sondear no es algo que se hace una sola vez. Básicamente, se trata de validar las referencias durante todo el proceso. Cuando pierda la confianza en su punto de referencia (cambio de herramienta, cambio de utillaje, vibración), pruebe de nuevo.
Explore las sondas CNC de medición de alta precisión sonda cnc.
Más información sobre los reglajes de herramientas táctiles CNC de cinco ejes con cable óptico sonda cnc.

Los operadores experimentados piensan en términos de superficies y geometría de referencia, no sólo en movimientos de código G. Lo que realmente haces con el sondeo es responder a estas preguntas:
Una vez que se encuadra la puesta a cero de esa manera, el uso de platos, discos y rutinas empieza a tener un sentido intuitivo.
Poner a cero una sonda no es un truco de magia. Es una estrategia de medición basada en puntos de contacto predecibles y coordenadas coherentes:
La máquina se convierte en un dispositivo de metrología, no sólo en una máquina de corte. Esa es la diferencia entre esperar que tu configuración sea buena y saber que lo es.


