Parlez-nous, obtenez une solution en 20 minutes
Veuillez nous faire part de vos exigences et de vos demandes spécifiques. Nous trouverons alors la solution la plus rapide et vous la renverrons gratuitement.
Veuillez nous faire part de vos exigences et de vos demandes spécifiques. Nous trouverons alors la solution la plus rapide et vous la renverrons gratuitement.
Trouver un 0,0,0 fiable sur votre CNC - le point où X, Y et Z se rencontrent - est l'une des premières étapes d'un usinage précis. Qu'il s'agisse de pièces uniques ou de séries de production, la détermination du zéro signifie que votre programme atteindra les caractéristiques là où il le faut. Traditionnellement, les opérateurs utilisaient des détecteurs d'arêtes, des indicateurs ou un simple alignement visuel. Mais avec un palpeur et la bonne approche (utilisation de plaques, de palets et de routines de palpage), vous obtenez à chaque fois la précision, la répétabilité et la confiance.
Il ne s'agit pas de mémoriser une macro - il s'agit de comprendre pourquoi nous utilisons des outils et des séquences spécifiques, et comment penser comme quelqu'un qui fait confiance à sa machine au lieu de deviner.
En termes simples, la mise à zéro consiste à établir un point connu sur une pièce - généralement le coin, le centre ou la surface que le reste du programme référencera. Ce point devient la base de votre système de coordonnées de travail (G54, G55, etc.). Si ce point est erroné, ne serait-ce que de quelques millièmes, tous les mouvements qui suivent aggravent l'erreur. Avec un palpeur, la mise à zéro n'est pas une supposition, c'est une donnée mesurée.
En savoir plus sur les régleurs d'outils laser CNC sonde cnc.
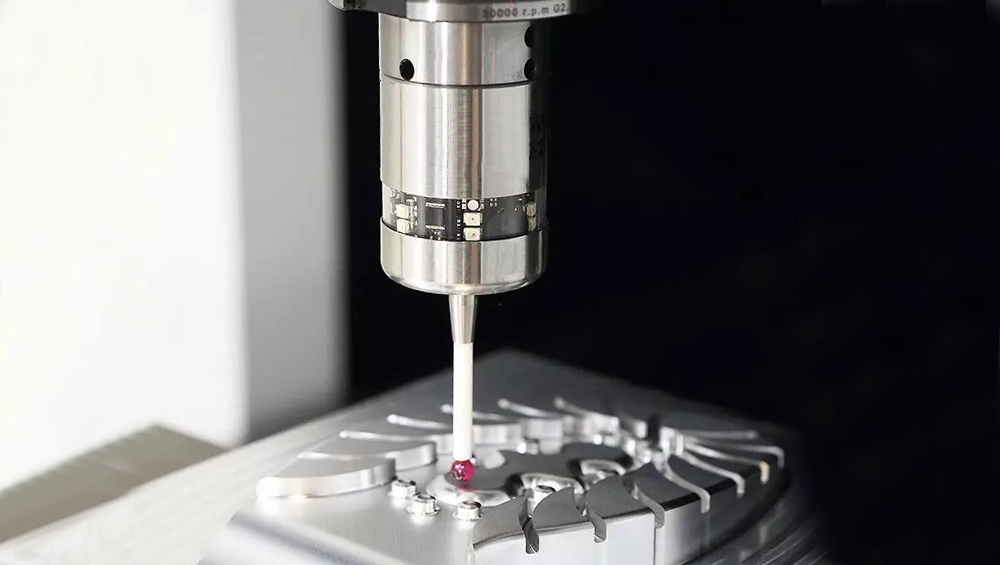
Une plaque de palpage est une plaque métallique de précision placée sur la table de la machine ou sur votre pièce à usiner. Elle donne une surface prévisible et connue que vous utilisez pour trouver Z zéro (définir la hauteur de travail). L'épaisseur de la plaque étant connue et constante, une fois que le palpeur entre en contact, le contrôleur peut calculer automatiquement l'emplacement de la surface réelle à l'aide de la valeur d'épaisseur de la plaque entrée dans votre routine de palpage.
Il s'agit d'une approche largement adoptée pour les raisons suivantes
En pratique, vous exécutez un cycle de palpage qui abaisse l'outil pour qu'il entre en contact avec la plaque, enregistre le point de contact, puis décale Z zéro en fonction de l'épaisseur connue de la plaque.
Découvrez les palpeurs modulaires CNC sonde cnc.
Un palet de sondage est un bloc solide - souvent magnétique ou fixé en place - utilisé pour référencer les positions X et Y. Il est particulièrement utile dans les cas suivants Il est particulièrement utile pour :
Pourquoi des palets ? Pensez-y comme suit : si l'objectif est de trouver le zéro X et Y, vous demandez essentiellement “où se trouve ce point connu par rapport à l'univers de ma machine”. Avec un palet, vous pouvez l'approcher depuis différents axes, sonder sa surface et utiliser les positions mesurées pour déterminer mathématiquement le véritable zéro X/Y.
Cette approche élimine une grande partie de l'interprétation manuelle requise par les détecteurs d'arêtes (vous savez, lorsque vous avancez lentement jusqu'à ce que le cadran bouge) en permettant à la machine de sentir et d'enregistrer des points exacts.
Vérifier les palpeurs câblés de la transmission CNC sonde cnc.

Pour de nombreux systèmes de palpage - que vous utilisiez un contrôleur dédié ou des macros pratiques - ces routines suivent une séquence qui reflète un schéma de pensée courant dans l'atelier :
Placez la plaque sur l'appareil ou le stock et fixez-la de manière à ce qu'elle ne se déplace pas. Assurez-vous que le palet ou la plaque est propre et que la connexion à l'entrée de la sonde est solide.
C'est comme accorder son instrument avant de jouer - si la référence est instable, tout ce qui suit ne sera pas fiable.
La séquence de palpage typique dans de nombreuses commandes (en particulier les logiciels de macro-commande ou de CNC avec assistance au palpage) commence par une descente jusqu'à ce que le palpeur entre en contact avec la plaque ou la surface de la pièce.
Cela permet d'établir une hauteur de référence.
Il se présente généralement comme suit :
L'idée est simple : définir d'abord où se trouve le sommet de la pièce. Sans cela, vous ne pouvez pas définir avec certitude les origines X/Y, car Z est incertain.
Une fois que Z est connu, les étapes suivantes concernent X et Y :
Cette séquence minimise les erreurs dues à la déviation du stylet, à la pré-course du palpeur et au faux-rond de la broche. En d'autres termes, en mesurant deux faces opposées et en calculant une moyenne, vous laissez les mesures de la machine dicter le zéro, et non la sensation humaine.
En savoir plus sur les régleurs d'outils câblés à axe Z de la CNC sonde cnc.
Vous pouvez vous demander : “Pourquoi ne pas se contenter d'une recherche sur le bord ou d'une recherche à l'œil nu ?”
En réalité, les méthodes manuelles reposent sur la compétence et la variabilité de l'opérateur. Deux machinistes peuvent trouver la même pièce et obtenir de légères différences. Un palpeur, avec des plaques et des palets, réduit l'interprétation humaine et permet aux codeurs de la machine de vous indiquer les coordonnées exactes.
Dans la fabrication moderne, nous recherchons la confiance et la répétabilité - des données reproductibles que n'importe quel opérateur peut exploiter et auxquelles il peut se fier.
Visitez la page d'accueil de CNC Probe sonde cnc.
Une question qui revient souvent dans la pratique est la suivante : “Dois-je sonder à nouveau après un autre passage de coupe ?”
La réponse n'est pas toujours positive, mais elle est souvent judicieuse :
Ce qu'il faut retenir, c'est qu'il ne s'agit pas d'une démarche unique. Vous validez essentiellement vos références tout au long du processus. Lorsque vous perdez confiance dans vos données (changement d'outil, changement de montage, vibrations), vous devez sonder à nouveau.
Découvrez les sondes CNC de mesure de haute précision sonde cnc.
En savoir plus sur les régleurs d'outils tactiles CNC à cinq axes à câblage optique sonde cnc.

Les opérateurs expérimentés pensent en termes de surfaces et de géométrie de référence - et pas seulement en termes de mouvements en code G. En réalité, le sondage permet de répondre à ces questions :
Une fois que l'on a cadré la mise à zéro de cette manière, l'utilisation de plaques, de palets et de routines devient intuitivement logique.
La mise à zéro avec une sonde n'est pas un tour de magie. Il s'agit d'une stratégie de mesure fondée sur des points de contact prévisibles et des coordonnées cohérentes :
La machine devient un appareil de métrologie, et pas seulement une machine de découpe. C'est la différence entre espérer que votre installation est bonne et savoir qu'elle l'est.

