Parlez-nous, obtenez une solution en 20 minutes
Veuillez nous faire part de vos exigences et de vos demandes spécifiques. Nous trouverons alors la solution la plus rapide et vous la renverrons gratuitement.
Veuillez nous faire part de vos exigences et de vos demandes spécifiques. Nous trouverons alors la solution la plus rapide et vous la renverrons gratuitement.


La détermination du centre réel d'une pièce ronde est l'une des tâches de réglage fondamentales de l'usinage CNC qui peut discrètement compromettre la précision d'une pièce si elle n'est pas effectuée correctement. Vous avez peut-être utilisé des détecteurs d'arêtes, des indicateurs manuels ou des détecteurs de centre traditionnels, et ces outils ont toujours leur place. Mais un palpeur CNC moderne peut effectuer cette tâche d'une manière plus rapide, plus cohérente et nettement moins dépendante des sensations de l'opérateur.
Dans ce blog, nous expliquerons pourquoi les routines de palpage pour la recherche du centre sont importantes, en quoi elles sont meilleures que les anciennes méthodes et ce qui se passe exactement lorsque vous les utilisez pour trouver le centre d'une pièce ronde.

Si vous vous êtes déjà trouvé devant une fraise avec un étau rempli de pièces et une horloge déjà en retard, vous connaissez ce sentiment : vous voulez juste trouver votre zéro rapidement, avec précision et de manière répétée, sans avoir à vous remettre en question.
Ce blog explique ce à quoi chaque outil est réellement utile, où chacun d'entre eux peut être utile, et comment décider - poste par poste - lequel utiliser et quand.

Le palpage sur une CNC n'est pas seulement une “fonction d'automatisation de luxe”. C'est un moyen de transformer votre machine en appareil de mesure, capable de trouver des caractéristiques, de régler des décalages et de vérifier des dimensions automatiquement. Sur les commandes Fanuc, le palpage est particulièrement puissant car la commande intègre les cycles de palpage directement dans sa logique et prend en charge des routines avancées pour la configuration du travail et de l'outil.
Si vous avez déjà configuré une pièce, appuyé sur “run” et croisé les doigts en espérant que la pièce finie se situe dans les limites de tolérance, vous connaissez l'hésitation qui accompagne l'absence de données réelles. Le palpage sur machine renverse ce scénario. Au lieu de s'appuyer uniquement sur des montages fixes, des mesures manuelles ou des machines CMM séparées, le palpage permet à votre CNC d'inspecter et de vérifier activement les pièces pendant la configuration et la production - et Siemens rend ce flux de travail à la fois possible et pratique.
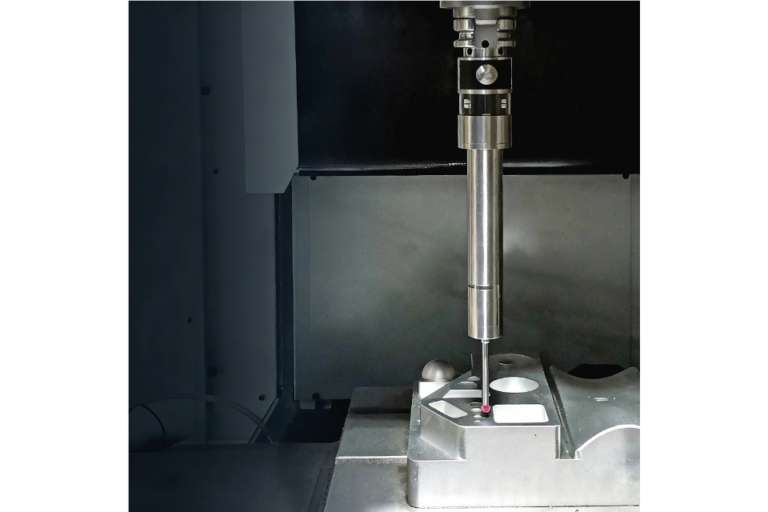
Trouver un 0,0,0 fiable sur votre CNC - le point où X, Y et Z se rencontrent - est l'une des premières étapes d'un usinage précis. Que vous réalisiez des pièces uniques ou des séries de production, le fait de trouver le zéro signifie que votre programme atteindra les caractéristiques là où il le faut. Traditionnellement, les opérateurs utilisaient des détecteurs d'arêtes, des indicateurs ou un simple alignement visuel. Mais avec un palpeur et la bonne approche (utilisation de plaques, de palets et de routines de palpage), vous obtenez à chaque fois la précision, la répétabilité et la confiance.

Nous parlons souvent des palpeurs et des régleurs d'outils comme s'ils étaient interchangeables, ou nous pensons que tout le monde connaît intrinsèquement la différence. Mais dans l'atelier, cette hypothèse peut être source de confusion, en particulier lorsque vous essayez d'automatiser les réglages, de réduire les rebuts ou de passer à l'usinage sans lumière.
Si vous avez passé un peu de temps sur une fraiseuse CNC, vous connaissez ce moment : vous êtes sur le point de commencer un travail, votre étau est vissé... mais est-il vraiment d'équerre par rapport aux axes de la machine ? Vous pourriez passer du temps à utiliser des indicateurs, des palpeurs, des pierres et des détecteurs d'arêtes - et certains machinistes chevronnés peuvent devenir très doués avec ces outils - mais il existe une méthode plus intelligente qui allie confiance, répétabilité et automatisation : l'utilisation d'un palpeur CNC pour l'équerrage de l'étau.

Si vous avez déjà fraisé ce qui devrait être une surface plane et que vous avez remarqué de petites arêtes, des pentes subtiles ou des profondeurs incohérentes - même si votre FAO semblait parfaite - vous venez de rencontrer une erreur de tramming. C'est le cas lorsque la broche n'est pas vraiment perpendiculaire à la table ou au dispositif de fixation, et chaque coupe transmet cette erreur à la pièce finie. La correction de cette erreur n'est pas simplement “agréable à avoir”, elle est fondamentale pour un usinage fiable.

Un palpeur CNC n'est pas seulement un capteur sophistiqué que vous utilisez occasionnellement pour régler les pièces à usiner. Lorsqu'il est correctement étalonné, il devient l'un des outils les plus puissants de votre atelier : il permet de gagner du temps, de réduire les rebuts, d'améliorer la réussite de la première pièce et de rendre la configuration et l'inspection prévisibles au lieu d'être devinées.
Un palpeur CNC transforme les conjectures en mesures, ce qui vous permet de trouver les points de référence, la rotation, les centres et la dérive en quelques minutes, au lieu d'essayer, de recouper et d'espérer.

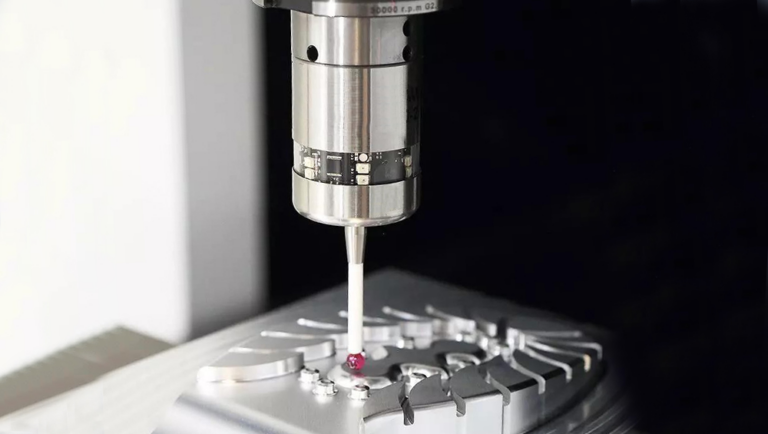
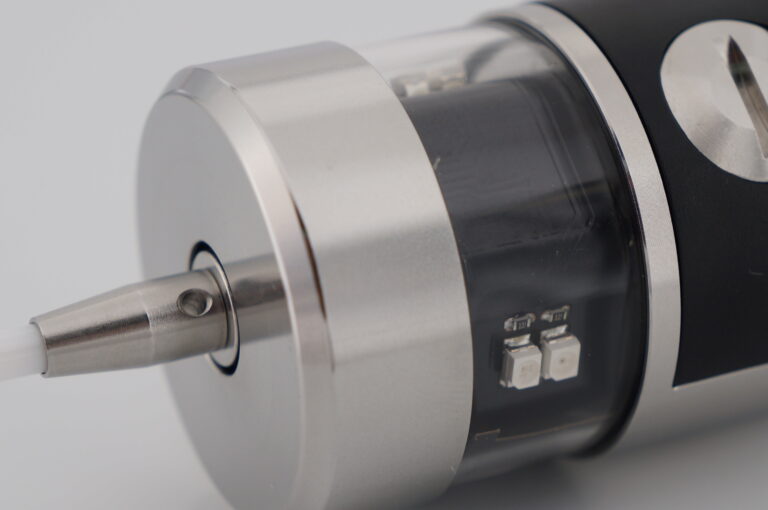
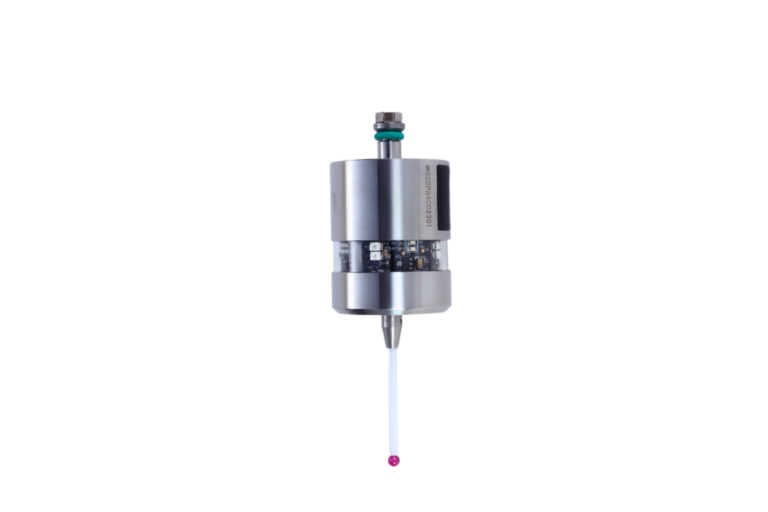
Un palpeur CNC est un interrupteur de précision doté d'un stylet (généralement une bille à pointe en rubis) que la machine utilise pour localiser, mesurer et vérifier les pièces et les montages. Il indique à la commande l'emplacement exact des pièces, de sorte que vos programmes démarrent au bon endroit et y restent.

Un palpeur CNC est un interrupteur de précision monté dans la broche (ou sur la table) avec un stylet. Lorsque la bille touche une surface, le palpeur envoie un signal propre et répétable à la commande.