Parlate con noi, ottenete una soluzione in 20 minuti
Fateci sapere qualsiasi requisito e richiesta specifica, quindi elaboriamo la soluzione al più presto e la rispediamo gratuitamente.
Fateci sapere qualsiasi requisito e richiesta specifica, quindi elaboriamo la soluzione al più presto e la rispediamo gratuitamente.
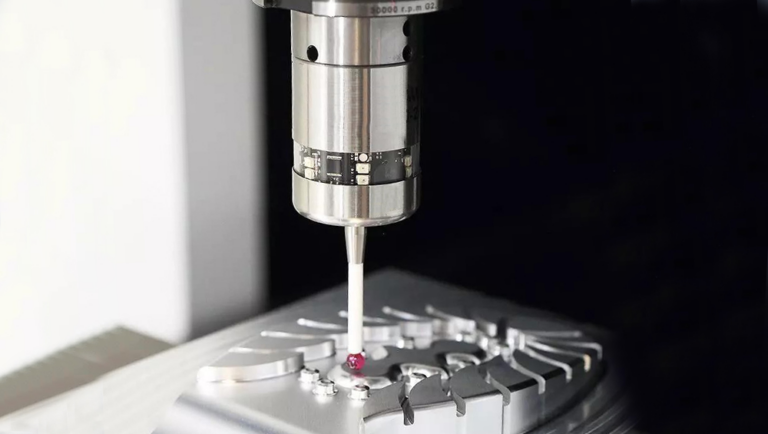
Se avete mai visto una macchina CNC “battere” un pezzo alcune volte prima della lavorazione, o fare una pausa a metà ciclo per controllare un foro, avete visto la tastatura in azione. A sonda a contatto (spesso chiamato "a sonda pezzo) è un sensore di alta precisione montato nel mandrino (o nella torretta) che tocca il pezzo in lavorazione con la sfera dello stilo per catturare le coordinate 3D reali all'interno della macchina, Il sistema di controllo numerico, che è in grado di fornire i dati al CNC, permette di impostare gli offset di lavoro, di allineare il pezzo, di compensare la deriva o di verificare le dimensioni durante il ciclo.
A differenza del “toccare” manualmente con la carta o con un cercaspigoli, una sonda a contatto trasforma la stessa idea in un ciclo di misura ripetibile e automatizzato.
La sonda è essenzialmente il “senso del tatto” della macchina.”
Può:
Individuare il punto in cui si trova realmente la parte (anche se l'apparecchio è un po' spento)
Impostare la parte zero (G54/G55... offset) automaticamente
Caratteristiche della misura (bocche, fori, bordi, tasche, angoli)
Rilevare orientamento/rotazione (critico per le fusioni, i forgiati, gli allestimenti a 5 assi)
Confermare le dimensioni finite prima di sbloccare il morsetto, in modo da non scoprire un errore durante l'ispezione.
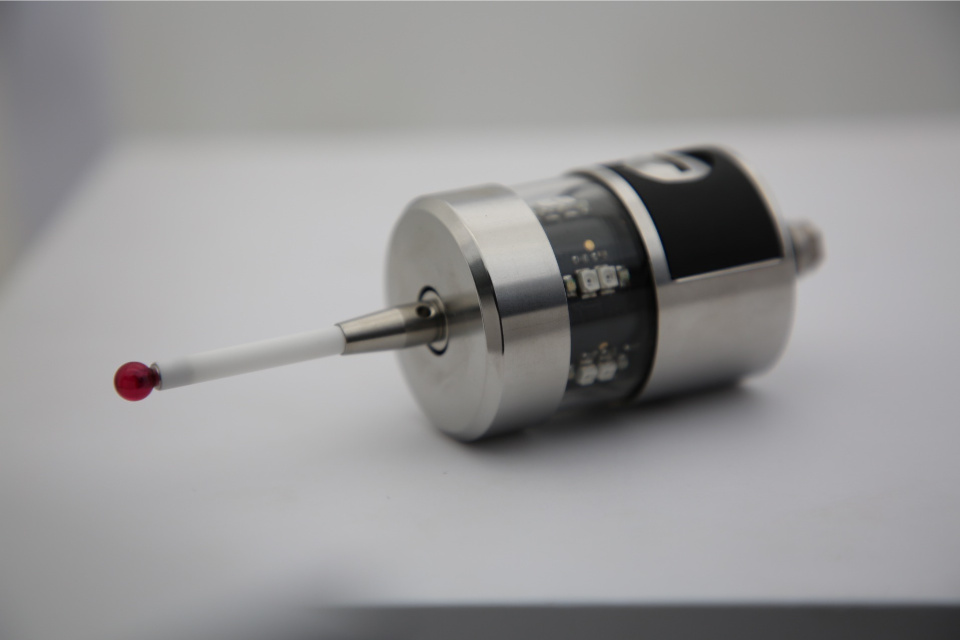
Per questo motivo i produttori di sonde descrivono le sonde a contatto come strumenti che registrano dimensioni, forma e posizione caratteristiche attraverso il contatto tattile con una sfera dello stilo.
Lo stilo (di solito una sfera di rubino) https://cnc-probe.com/cnc-probes-stylus/contatto con la superficie. La sonda rileva la deflessione e attiva un segnale. Il CNC registra la posizione della macchina in quell'istante e boom: si ha un punto misurato.
L'innesco deve arrivare al controllore in modo affidabile. Nelle officine reali, le differenze tra i sistemi di sonde sono molto importanti.
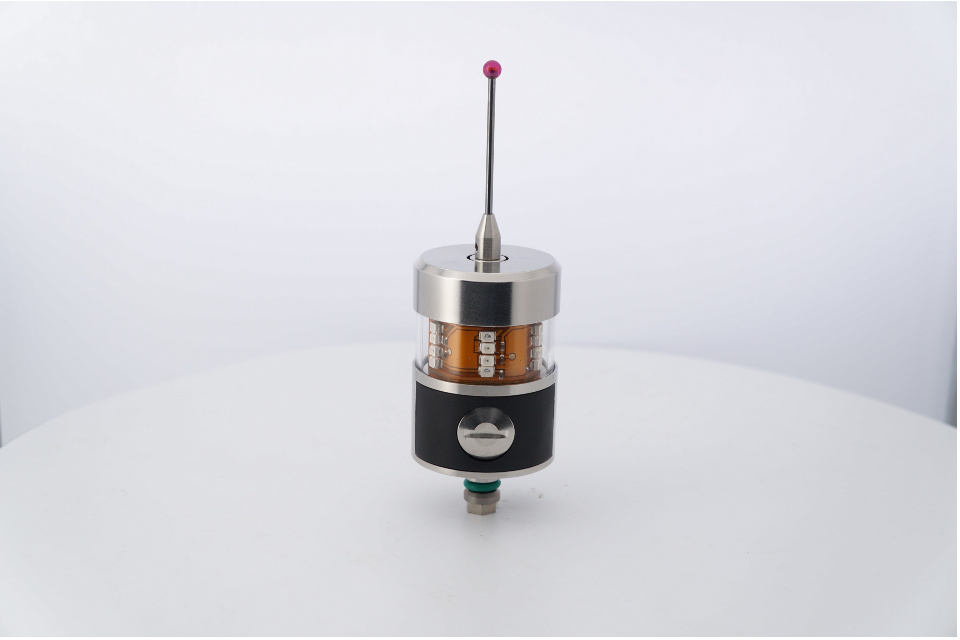
Una ripartizione comune dei metodi di comunicazione delle sonde comprende: ottico (infrarosso), radio, induttivo e diretto/cablato trasmissione.
Il ciclo di tastatura (macro/software) calcola:
linee centrali,
distanze/diametri,
angoli,
offset e valori di compensazione,
... quindi aggiorna le compensazioni o interrompe il ciclo se qualcosa è fuori tolleranza.

A sonda a contatto misura il parte (posizione, caratteristiche, punti di ispezione).https://cnc-probe.com/cnc-touch-probes/
A Sistema di misura della lunghezza dell'utensile misura il strumento (lunghezza, diametro, rottura).https://cnc-probe.com/cnc-tool-setter/
Sono complementari. Molte officine ottengono i maggiori benefici quando li utilizzano entrambi: la misurazione degli utensili per stabilizzare le frese e la tastatura del pezzo per stabilizzare l'assetto/la posizione del pezzo.
Sono le sonde che la maggior parte dei macchinisti incontra per la prima volta. Si attivano quando lo stilo si deflette.
A Renishaw si attribuisce il merito di aver inventato il sonda a contatto in 1973, e gli utilizzatori di macchine utensili hanno tratto vantaggio dalla tastatura fin dalla metà degli anni '70.
Alcune famiglie di sonde generano il segnale di trigger utilizzando optoelettronico (ad esempio, ombreggiando una barriera luminosa). Questo approccio è descritto come senza usura e viene utilizzato per supportare velocità più elevate e stabilità a lungo termine.
Perché è importante: minore deriva dovuta all'usura e spesso migliore ripetibilità nel tempo, soprattutto in ambienti di produzione ad alto numero di cicli.
Alcune sonde sono progettate per comportarsi in modo più uniforme in diverse direzioni di approccio (importante per misurare cerchi e angoli senza “bias di direzione”). I produttori di sonde distinguono esplicitamente i meccanismi multidirezionali da quelli bidirezionali e discutono su come la progettazione influisca sui risultati dipendenti dalla direzione e sulle sonde ad alta velocità.
Cosa portare via: se si sondano più direzioni (±X/±Y e Z), il comportamento della direzione può fare la differenza tra “sondare è magico” e “sondare è... fastidioso”.”
Trovare l'angolo di stock, impostare G54
Individuare il riferimento della ganascia della morsa
Allineare un pezzo in ganasce morbide
Compensare lo spostamento dei dispositivi dopo un urto o un nuovo serraggio
Questa è la “prima vittoria” che la maggior parte delle officine vede: il tempo di preparazione si riduce e il processo è meno dipendente da un solo macchinista eroe.
Il cambio di pezzi tra un'operazione e l'altra è un classico luogo in cui si insinuano gli errori. L'ispezione consente di ristabilire il sistema di coordinate in modo molto più affidabile rispetto a “indica e prega”.”
Il probing non è solo “prima” e “dopo”. Il probing in-process consente:
controllo di un foro prima della finitura,
compensare l'usura degli utensili (se utilizzati con cicli adeguati),
catturare la deriva prima che diventi rottame.
I fornitori di sonde posizionano esplicitamente le moderne sonde a contatto per la misura in-process e per le “catene di processo continue”, compreso l'uso sotto refrigerante.
“Il termine ”necessario" dipende dal vostro mix, dalla vostra tolleranza e dalla vostra propensione al rischio.
Si eseguono solo semplici lavori in 2D,
Le tolleranze sono allentate,
Le configurazioni sono identiche per le lunghe percorrenze,
e il costo degli scarti è basso.
Si corre alto mix / basso volume lavori (job shop),
lo fai 5 assi o riorientamento complesso,
si rispettano regolarmente tolleranze ristrette,
vuoi luci spente o di una supervisione ridotta,
scarti o rilavorazioni sono costosi.
Le sonde a contatto sono anche un forte incentivo alla riduzione del personale e all'automazione delle catene di processo nei moderni ambienti di lavorazione.
Ecco un modo rapido per verificare la correttezza dei valori senza fogli di calcolo.
Stima:
Tempo di impostazione risparmiato per ogni lavoro (minuti)
Lavori a settimana
Tariffa oraria della macchina (o tasso di margine di contribuzione)
Scarti/lavorazioni evitate al mese
Esempio:
Risparmio di 12 minuti di configurazione/lavoro
25 lavori a settimana
Velocità della macchina $90/ora
Valore del tempo risparmiato/settimana:
12 min × 25 = 300 min = 5 ore/settimana
5 × $90 = $450/settimana
Questo è $23.400/anno nel tempo di rotazione recuperato prima si conta anche la riduzione degli scarti.
Anche se il numero reale è la metà, il ritorno dell'investimento può essere rapido, soprattutto se l'ispezione evita lo scarto di alcuni pezzi di alto valore.
Utilizzatelo come una scheda tecnica pre-acquisto.
Liquido di raffreddamento allagato? Trucioli pesanti?
Cercate sistemi progettati esplicitamente per una misurazione affidabile in condizioni di refrigerazione.
Vincoli di gioco del mandrino?
Cinematica a 5 assi (è necessario un buon comportamento di direzione)?
Dalle architetture dei sistemi di sonde comuni:
Ottico/IR: ottimo per molte macchine, ma necessita di una disciplina in linea di vista
Radio: buona portata e robustezza; può essere utile nelle macchine più grandi
Induttivo: per moduli a naso di mandrino e stretta integrazione
Cablata: spesso utilizzato in applicazioni di attrezzaggio fisso
Trovare solo G54? (cicli di base)
Misurare gli alesaggi e compensare l'usura? (cicli più avanzati + conoscenza del processo)
Rapporti di ispezione durante il ciclo? (integrazione software)
Cambiando la lunghezza dello stilo, la dimensione della sfera o la pila di estensione, il comportamento cambia. Calibrare ogni configurazione di stilo che si esegue.
Evitare di sondare le bave pesanti
Sondare le superfici pulite quando è possibile (getto d'aria o gestione del refrigerante).
Pensate alla direzione di avvicinamento, soprattutto su pareti sottili.
Le migliori routine di sondaggio non sono “passi in più”. Sono polizze assicurative che costano meno della rottamazione.
Mito 1: “Una sonda garantisce la precisione”.”
Realtà: Misura accuratamente se qualificati, puliti e utilizzati correttamente. Le superfici spazzatura e le routine sbagliate creano dati spazzatura.
Mito 2: “Il sondaggio rallenta la macchina”.”
La realtà: Pochi secondi di tastatura possono far risparmiare ore di rilavorazione e configurazione. I produttori di sonde sottolineano anche la riduzione dei tempi di inattività quando le misure sono affidabili in velocità.
Mito 3: “Solo le grandi aziende aerospaziali hanno bisogno di sonde”.”
Realtà: le officine ad alto numero di pezzi sono quelle che ne traggono i maggiori vantaggi, perché il sondaggio elimina la variabilità dell'impostazione e riduce la dipendenza dalle conoscenze tribali.
Riscaldamento / stabilizzazione (se si inseguono i micron, la temperatura è importante)
Sonda il riferimento dell'apparecchio (opzionale ma potente)
Sonda l'origine del pezzo/scorta → impostare l'offset di lavoro
La sonda è una caratteristica fondamentale (come un foro) per confermare la rotazione/orientamento
Macchina
Dimensioni critiche della sonda (in corso o a fine ciclo)
Decisione di superamento: regolare gli offset, rifare la passata di finitura o arrestare la macchina.
Questo è il fondamento della “lavorazione in sicurezza”, soprattutto quando si cerca di scalare la qualità.
Una sonda a contatto non è solo un gadget che “tocca il pezzo”. È un sistema di feedback: misurare → decidere → correggere-Proprio dove gli errori sono più facili da cogliere: all'interno della macchina, prima di effettuare gli scarti.