核となるアイデア(一文で)
CNCタッチプローブは、当てずっぽうの作業を測定に変えるので、試行錯誤や再切削、希望ではなく、数分でデータム、回転、センター、ドリフトを見つけることができます。.

第1記事に時間がかかる理由(そして時間が漏れる場所)
- 真のゼロを探す エッジ・ファインダー、ペーパー・フィーラー、シム・スタック。.
- スキュー/ローテーションの謎: バイスやストックが微妙にずれている。.
- ティアダウンによる機能検証: パーツを引っ張り、マイクを当て、クランプし直し、タッチし直し、カットし直す。.
- 工具の摩耗には驚かされる: ツールはCAMが想定していたものとは違っていた。.
これらのステップはどれも価値を生み出さない。現実を探すのに費やされる検索コストなのだ。.
高精度測定CNCプローブの探求 CNCプローブ.
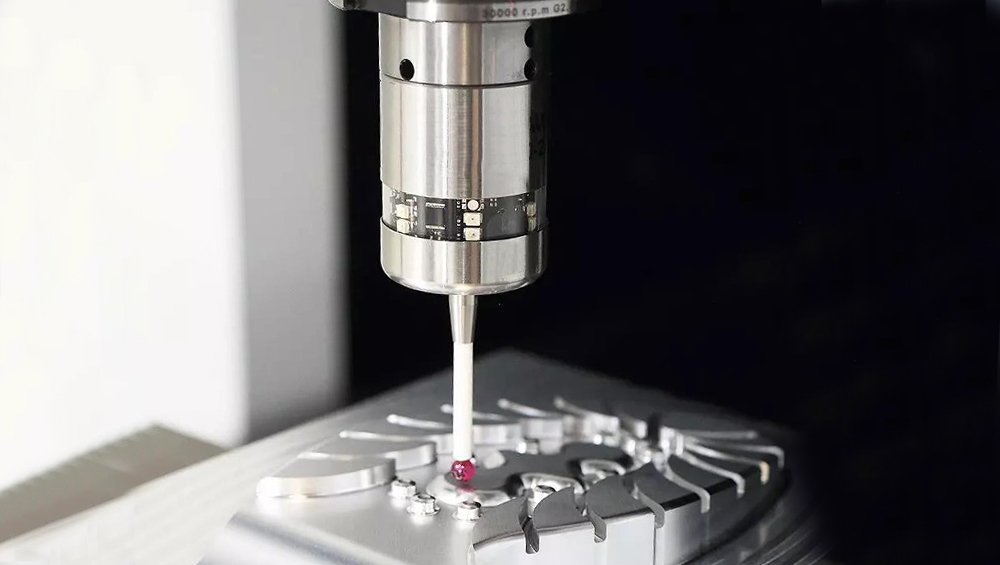
プロービングはどのように一次粒子を圧縮するのか?
- 高速で信頼性の高いデータム(X/Y/Z)
プローブが面/エッジに触れる→コントロールがゼロをセットする。.
主観的な “感触 ”はなく、きれいなトリガー=再現可能なミクロン。. - 自動回転アライメント
長辺またはスロットの2点をタッチ→コントロールがワークプレーンを回転させる。.
CAMはそのままで、機械が部品にアライメントする。. - 計算やマーカーなしで中心を見つける
ウェブ/ポケットまたはボア/ボスのサイクルが複数のポイントに触れる→真の中心線とサイズ。.
最初の切削で左右対称のツールパスを確保します。. - 工程内チェック(段取りを崩さない)
サイクルの途中で、ボアやボスを測定し、摩耗や停止を調整する。.
廃車になる前に「ほぼ正解」をつかめ。. - デジタル・トレーサビリティ
値はマクロ変数やログにドロップされる。.
ビフォー/アフターのタイムライン(現実的なVMCの例)
| ステップ | マニュアル(分) | プローブ使用時(分) |
|---|
| 角材のマウントと粗材 | 10 | 10 |
| X/Y/Zのゼロを見つける | 15 | 3 |
| セット回転 | 8 | 2 |
| センター(ボア/ボス)を探す | 10 | 3 |
| 最初の検証カット | 15 | 5 |
| 摩耗の測定と調整 | 10 | 3 |
| 合計 | 68 | 25 |
結果:最初の記事→60%削減で~43分節約。1日3回のセットアップの場合、2時間以上短縮されたことになる。.
CNCプローブホームページへ CNCプローブ.
標準化可能な1本目のプロービング・ルーチン
- ホーム&ウォームアップ (マシンの健康が第一)。.
- プローブZ0基準面 (クリーンで安定した表面)。.
- プローブX/Y面 でゼロをセットし、ストックサイズをチェックする。.
- 回転サイクル 長辺またはスロット(店舗角度)上。.
- ボア/ボスセンター 主な特徴(店舗中心、直径)について。.
- 重要機能チェック (例えば、ポケットの深さの+0/-0.01→ナッジの摩耗)。.
- 結果を変数にスタンプ またはCSVログ(パートID、オペレーター、時間)。.
- 安心してファーストアーティクルツールパスを実行できます。.
MEASURE_FACE、SET_ROTATION、BORE_CENTER、FEATURE_CHECKなどのサブルーチンを呼び出すマスタープログラムです。.
マクロ呼び出しの例(概念的):
- (Z0を上面にセット)
G65 P9811 Z0.Q5. (タッチZ、5点コンファーム) - (X 辺で回転を合わせる)
G65 P9843 X100.Y0.Q80. (80mm間隔で2タッチ) - (ボア中心/直径を求める)
G65 P9814 X50.Y50.Q8.F50. (8ポイントボア、セーフフィード) - ( 機能チェック & ウェアアップデート )
#100 = [#502 - 12.000] (実測値-公称値)
if[abs[#100] gt 0.01].なら #3000=1 (out of tol)
#2001 = #2001 + [#100 * 0.5] (ハーフエラーウェアなでなで)
CNC Z軸ワイヤードツールセッターの探求 CNCプローブ.

利益を倍増させるフィクスチャーとワークフローの微調整
- プローブにレーンを与える: パークレシーバー(IR)または信号経路(無線)を確保。ツールラックの後ろに死角がないこと。.
- プローブフレンドリーな基準面: Z0用のソフトジョーに、小さなクリーンパッドまたはボスを特急で追加する。.
- ダブルタッチで確認: エアブラスト、タッチ、リトラクト、再度タッチ。切り屑やクーラントの膜をろ過する。.
- タッチペンを頻繁に使用する: 失敗」したら、再着席して予選に臨む。.
- 角度を記録する: ローテーションを保存することで、リピート・ジョブは “既知の良好な状態 ”から開始できる。”
CNCモジュラータッチプローブをチェック CNCプローブ.
ミニ・ケーススタディ(多品種生産工場)
パート アルミニウム製エンクロージャー、ボア位置で±0.02mm。.
古い第一記事: 75-90分。2回の再カットが一般的。.
SOPを探った結果 28-35分。リカットは稀。.
副作用がある: オペレーターが短納期の仕事を避けなくなり、スケジュールがスムーズになった。.
迅速なROI計算(保守的)
- FA1回あたりの時間短縮:40分.
- セットアップ/日:3 → 120分/日.
- ショップ料金(負担あり):$45/時間 → $90/日。.
- 250日/年$22,500/年(スクラップ削減前)。.
ほとんどのプローブ・キットは、数年ではなく数週間で完済する。.
CNC信号伝達式有線タッチプローブについて詳しくはこちら CNCプローブ.
よくある落とし穴-迅速な修正
- チップからの誤った引き金: Mコードのエアブラストを加え、常にダブルタッチ。.
- IR視線問題: レシーバーの位置を変えるか、リピーターを追加する。.
- ラジオのペアリング・ルーレット: ペアにラベルを貼り、2段階の「ペア&テスト」カードを標準化する。.
- ワイヤー式ストレインリリーフは無視: 高屈曲ケーブル+正しい曲げ半径+本物のクランプ。.
- バンプ後のスタイラスは不適格: すぐに長さ/半径を再確認する。.
高精度測定CNCプローブの探求 CNCプローブ.
IR、無線、有線の選択(ファーストアーティクルスピードのため)
- IR: シンプルでバッテリーに優しい、クリアな視界の小型VMC。.
- ラジオだ: 5軸、水平、大きなドア......視線のドラマはない。.
- ワイヤード: EDM/ノイズの多いEMIや微小な移動-岩のように堅固で、ペアリングはゼロ。.
あなたのセルでセットアップの摩擦を取り除くリンクを選ぶ。.
CNCプローブホームページへ CNCプローブ.
勝利を証明するKPI
- 最初の記事分 (目標:-50-70%)。.
- ジョブごとの最初の記事の再カット (目標:≒0)。.
- 初走行でスクラップ (目標:ゼロに近い)。.
- 消灯時のオペレーターの介入 (目標:下降トレンド)。.
- プローブ・サイクル数とアラームの比較 (信頼性の傾向)。.
収穫
第一粒子のスピードは運ではありません。プローブは、機械に事実を伝え、プログラムを現実に合わせ、ミスが重なる前に結果を検証します。1つのプローブ計測ルーチンを標準化すれば、初日から時間配分を実感できます。.