ご相談ください、20分で解決します。
どのような要件や具体的な要求をお知らせください、私たちはすぐに解決策を解決し、無料でそれを返送します。.
どのような要件や具体的な要求をお知らせください、私たちはすぐに解決策を解決し、無料でそれを返送します。.
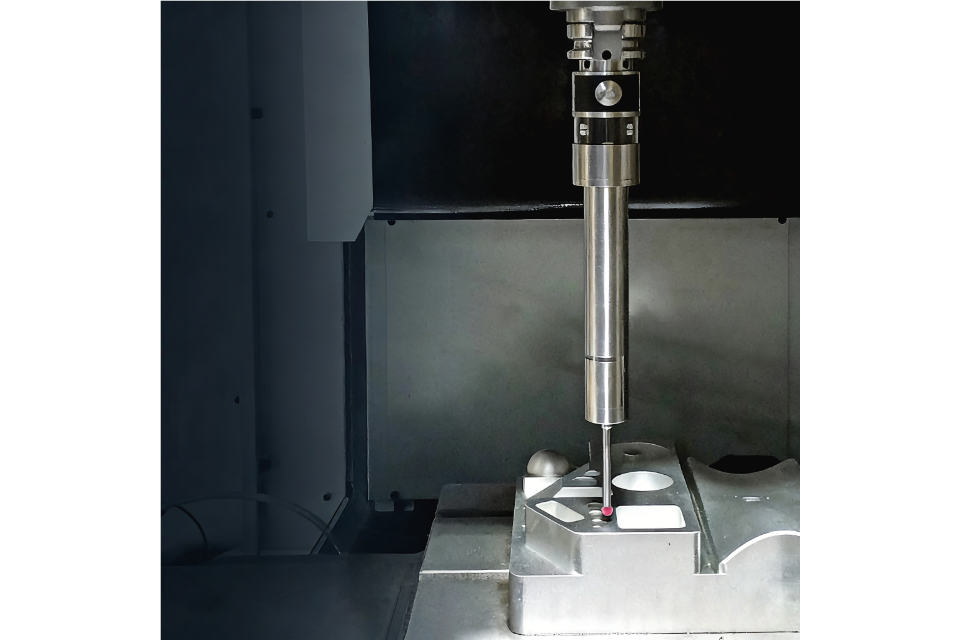
部品をセットアップして「実行」ボタンを押し、出来上がった部品が公差内に収まることを祈りながら指をくわえていた経験があれば、実データがない場合に生じる迷いをご存知でしょう。オンマシンプローブ計測は、そのような状況を一変させます。固定治具、手動測定、または別個のCMM装置だけに頼るのではなく、プローブ計測により、CNCはセットアップ中および生産中にパーツを能動的に検査・検証することができます。.
加工現場では、検査は単なる品質部門の仕事ではなく、加工プロセスの一部です。シーメンスのプローブ計測ワークフローでは、以下のことが可能です:
考え方は簡単で、機械を裁断機と測定器の両方として使用することで、各パーツを別の計測ラボに送るのではなく、文脈の中で検証するのです。これが「機械上での検査」の意味であり、大きな生産性の向上となる。.
シーメンスのCNCプローブ計測ソリューションの詳細 CNCプローブ.
プローブを単なるエッジファインダーと見なすのではなく、シーメンスはプローブ計測をワークフローに直接組み込んでいます:
切断が行われる前に、プローブが測定できる:
この加工前検証により、CNCプログラムが考える位置に部品があるという確信が得られ、スクラップや再加工を減らすことができる。.
ワークの加工が完了したら、オンマシンプローブ計測を行います:
ツールパスから取り出したばかりの部品が仕様を満たしているかどうか、機械がリアルタイムで教えてくれます。これは時間を節約し、後工程での驚きを避けることができます。.
CNCモジュラータッチプローブの詳細を見る CNCプローブ.

シーメンスのプローブ計測ワークフローの最も強力な点は、ワークフローが静的でないことです。測定により、治具、ストックサイズ、機械のアライメントにばらつきがあることが判明した場合、ワークフローは次のことが可能です:
オンマシン・プロービングが単なる停止トリガーではなく、インテリジェントな検査となるのはこの点である。.
鋳物や不規則なブランク材でよくあることですが、素材サイズが部品ごとに微妙に異なる部品のバッチを想像してみてください。実際の在庫を確認することなく、固定されたプログラムに基づいて切削加工を行った場合:
シーメンスのオンマシン検査では、ワークフローは次のようになります:
これにより、当てずっぽうではなく、測定に基づいた加工プロセスが実現する。.
Z軸ワイヤードツールセッターの探求 CNCプローブ.

検査サイクルがうまく機能する前に、プローブ自体が信頼されなければなりません。そのためには、まず校正をしっかり行う必要があります:
プローブ計測サイクルに関するシーメンスの資料(例:840D sl / 828Dコントロール用)では、正確な計測作業を行うための前提条件として、プローブのキャリブレーションが強調されています。キャリブレーションは、プローブが記録した接触点が、検査対象のパーツの物理的な実態を正確に反映していることを保証するものです。.
CNCプローブによる高精度測定について詳しく読む CNCプローブ.
以下は、シーメンス製システムを搭載したプローブ検査ワークフローの一般的な流れです:
この構造化されたアプローチにより、プローブはセットアップと品質検証の中心に位置づけられる。.
CNC赤外線タッチプローブについて詳しくはこちら CNCプローブ.
タッチプローブはここで停止します」という一般的な説明に比べ、シーメンスのプローブ計測ワークフローは、「タッチプローブはここで停止します」という一般的な説明に比べ、タッチプローブはここで停止します:
これらは単なるプローブ停止位置ではなく、加工プロセスにおけるデータ主導の意思決定ポイントなのです。.
シーメンスのプローブ計測技術の詳細を見る CNCプローブ.
現場での検査は、もはや事後的にパーツをチェックするだけではありません。シーメンスのプローブ計測ワークフローを使用すれば、検査は加工工程の原動力となります:
プロービングは、単なるアドオンではなく、加工ロジックの一部となる。.
従来、段取り、加工、検査を別々の段階として扱っていた場合、シーメンスのプローブ計測ワークフローは、その境界を良い意味で曖昧にします。検査はこうなります:
それは、単にパーツを作るだけでなく、自信を持ってパーツを作ることである。.


