ご相談ください、20分で解決します。
どのような要件や具体的な要求をお知らせください、私たちはすぐに解決策を解決し、無料でそれを返送します。.
どのような要件や具体的な要求をお知らせください、私たちはすぐに解決策を解決し、無料でそれを返送します。.
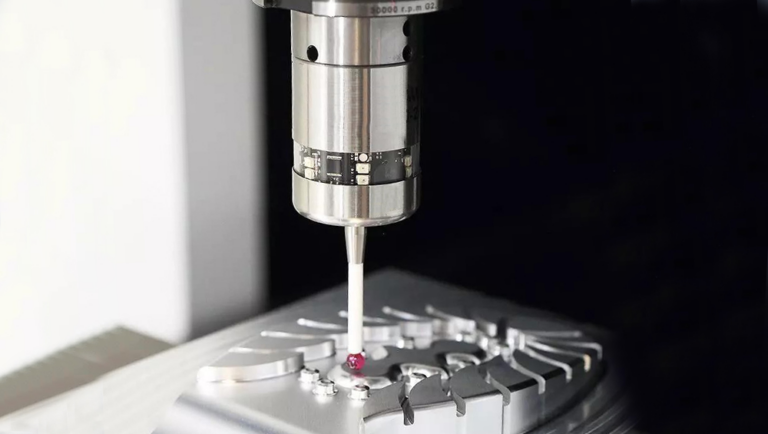
CNC工作機械が、加工前に数回パーツを「タップ」するのを見たことがある人、あるいは加工サイクルの途中で一時停止して内径をチェックするのを見たことがある人なら、プローブ計測が実際に行われているのを見たことがあるだろう。A タッチプローブ (と呼ばれる)。 ワークピースプローブである。 スピンドル(またはタレット)に取り付けられた高精度センサー その スタイラスボールでワークに触れる 実際の3D座標をキャプチャする マシン内部, そして、そのデータをCNCにフィードバックすることで、ワークオフセットの設定、部品の位置合わせ、ドリフトの補正、インサイクルでの寸法の検証などを行うことができる。.
紙やエッジファインダーを使って手動で「タッチオフ」するのとは異なり、タッチプローブは同じアイデアを反復可能な自動測定ループに変えます。.
プローブとは本来、マシンの “触覚 ”である。”
それは可能だ:
パーツの本当の位置を見つける (たとえ固定具が少しずれていても)。
パートゼロの設定 (G54/G55...オフセット)を自動的に行う。
測定機能 (ボス、ボア、エッジ、ポケット、アングル)
向き/回転を検出 (鋳造品、鍛造品、5軸セットアップには不可欠です。)
仕上がり寸法の確認 クランプを外す前に、検査でミスを発見しないようにする。
だからこそ、プローブメーカーはタッチプローブを「記録する道具」と表現しているのだ。 寸法、形状、位置 スタイラスボールとの触覚接触による特性。.
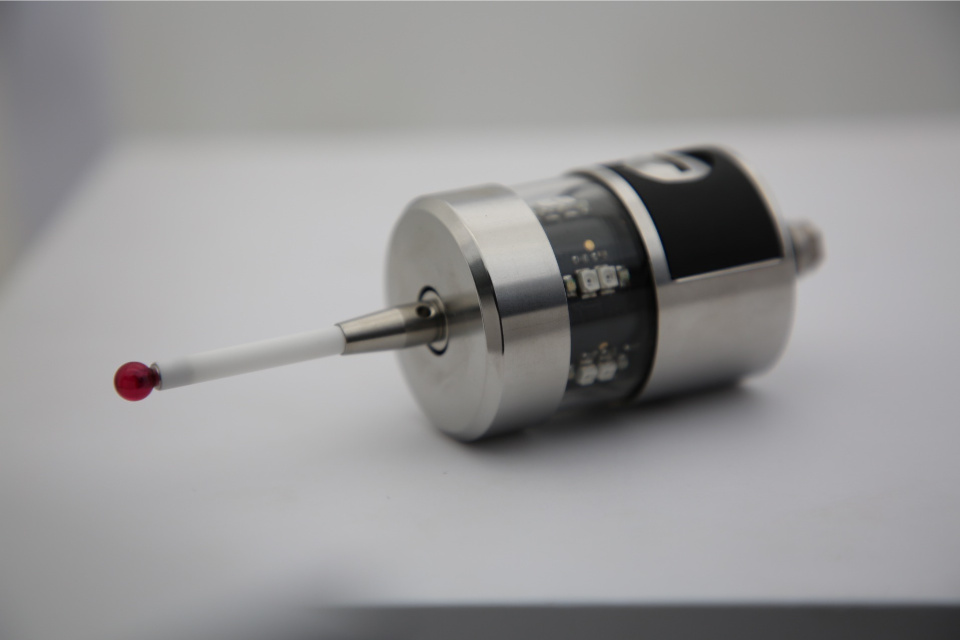
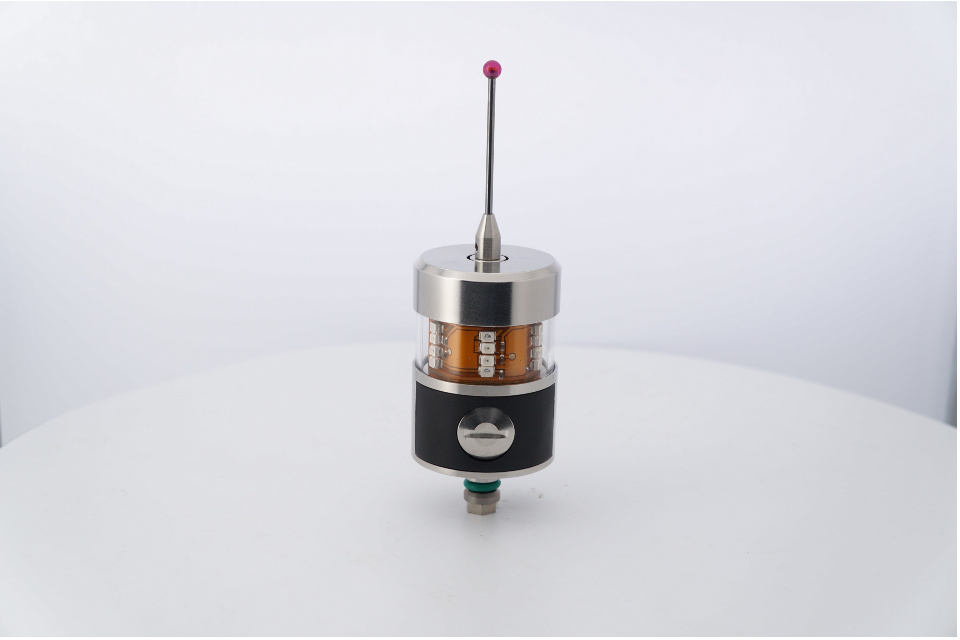
スタイラス(通常はルビー色のボール) https://cnc-probe.com/cnc-probes-stylus/が表面に接触する。プローブがたわみを検出し、信号を発信します。CNCはその瞬間の機械位置を記録します。.
そのトリガーは、確実にコントローラに届かなければなりません。実際の現場では、プローブシステム間の違いが大きく影響するところです。.
プローブの通信方法の一般的な内訳には、以下のようなものがある: 光(赤外線)、無線、誘導、直接/有線 トランスミッション.
プロービング・サイクル(マクロ/ソフトウェア)が計算する:
センターライン,
距離/直径、,
の角度がある、,
オフセットと補正値、,
...その後、オフセットを更新するか、許容範囲外のものがあればサイクルを停止する。.

A タッチプローブ を測定する。 パート (場所、特徴、検査ポイント)。.https://cnc-probe.com/cnc-touch-probes/
A ツールセッター/工具長測定システム を測定する。 工具 (長さ、直径、破損)。.https://cnc-probe.com/cnc-tool-setter/
両者は補完関係にある。工具計測でカッターを安定させ、ワーク計測で段取り/ワーク位置を安定させる。.
このプローブは、ほとんどの機械工が最初に使用する主力プローブです。スタイラスがたわむと作動します。.
レニショーは、この機械を発明したことで広く知られています。 タッチトリガープローブ で 1973, 1970年代半ば以来、工作機械ユーザーはプローブ計測の恩恵を受けてきた。.
プローブの種類によっては オプトエレクトロニック スイッチングを行う(例えば、遮光壁を遮光する)。このアプローチは次のように説明される。 ウェアフリー より高速で長期的な安定性をサポートするために使用される。.
重要な理由:摩耗に起因するドリフトが減少し、特にハイサイクル生産環境では、長期間にわたって再現性が向上することが多い。.
プローブの中には、異なるアプローチ方向に対してより均一な挙動を示すように設計されたものがあります(「方向バイアス」なしに円や角度を測定するために重要です)。プローブメーカーは、多方向機構と双方向機構を明確に区別し、設計が方向依存の結果と高速プロービングにどのように影響するかを議論しています。.
何を持ち帰るか: 複数の方向(±X/±YとZ)にプロービングしている場合、方向の挙動は「プロービングはマジックだ」と「プロービングは...迷惑だ」の違いになります。“
純正コーナーを見つけ、G54をセット
バイスの爪の位置を決める
柔らかい顎で部品を調整する
クラッシュや再クランプ後にフィクスチャーが移動した場合の補正
セットアップ時間が短縮され、工程が一人の機械工に依存しなくなる。.
作業間で部品を反転させることは、エラーが忍び寄る典型的な場所である。プロービングは、座標系の再確立を、“指示と祈り ”よりもはるかに信頼できるものにする。”
プロービングは “前 ”と “後 ”だけではない。インプロセス・プロービングが可能にすること:
仕上げ前のボアチェック、,
工具の磨耗を補正する(適切なサイクルで使用した場合)、,
スクラップになる前にドリフトを捕まえる.
プローブサプライヤーは、最新のタッチプローブをインプロセス測定や、クーラント下での使用を含む「連続プロセスチェーン」用に明確に位置づけている。.
“「必要」は、あなたの構成、許容度、リスク許容度による。.
あなたは単純な2Dの仕事しかしない、,
公差が緩い、,
セットアップはロングランでも同じだ、,
スクラップ・コストも低い。.
あなたは走る 多品種/少量 仕事(ジョブショップ)、,
そうする 5軸 あるいは複雑な方向転換、,
あなたは定期的に厳しい公差を保持している、,
お望み 消灯 または監督を減らす、,
スクラップや手直しは高くつく。.
タッチプローブはまた、最新の機械加工環境において、人員削減と工程チェーンの自動化を強力に推進します。.
ここでは、スプレッドシートを使わずに値をチェックする簡単な方法を紹介する。.
見積もり:
ジョブあたりのセットアップ時間を短縮 分
週あたりの求人数
機械時給 (または貢献利益率)
月間スクラップ/リワークの削減
例
セットアップにかかる時間を12分短縮
25件/週
マシンレート $90/時間
時間節約値/週:
12分×25=300分=5時間/週
5×$90=($90の場合 $450/週
それは $23,400/年 回復スピンドル時間 以前 スクラップの削減もカウントしている。.
実際の数値が半分であっても、投資回収は早い。特に、プロービングによって高価値のスクラップ部品が少なければなおさらだ。.
購入前の仕様書のようなものだ。.
クーラントが浸水?重い切り屑?
クーラント条件下で信頼性の高い測定を行うために特別に設計されたシステムを探してください。.
スピンドルクリアランスの制約?
5軸キネマティクス(良好な方向動作が必要)?
一般的なプローブ・システム・アーキテクチャーから:
光学/IR多くのマシンに対応できるが、視線方向の規律が必要
ラジオ良好な航続距離と堅牢性。
誘導性スピンドルノーズモジュールとタイトインテグレーション
ハードワイヤード固定工具セット用途でよく使用される
G54しか見つからないのか?
内径を測定し、磨耗を補正するか(より高度なサイクル+プロセス知識)
インサイクル検査報告?(ソフトウェア統合)
スタイラスの長さ、ボールサイズ、エクステンションスタックを変更すると、動作が変化します。実際に使用する各スタイラスの構成をキャリブレーションしてください。.
重いバリのプロービングは避ける
可能な限り清浄な表面をプローブする(エアブラストまたはクーラント管理)
アプローチの方向を考える-特に薄い壁の場合
最高のプロービング・ルーティンは “余分なステップ ”ではない。スクラップよりも安い保険なのだ。.
神話1:“プローブは精度を保証する”
現実:正確に測定する 資格があり、清潔で、正しく使用されている場合。. ガベージサーフェスや悪いルーチンはガベージデータを生み出す。.
神話2:“プロービングはマシンを遅くする”
現実:数秒のプローブ計測で、何時間もの手直しやセットアップを省くことができます。プローブメーカーも、高速で信頼性の高い測定ができれば、アイドル時間の短縮を重視しています。.
神話3:“プローブが必要なのは大手航空宇宙ショップだけ”
現実:多品種少量生産工場では、プローブ計測によってセットアップのばらつきをなくし、部族的な知識への依存を減らすことができるため、多くの場合、最大の利益を得ることができる。.
ウォームアップ/安定化 (ミクロンを追い求めるなら、温度は重要だ)
フィクスチャー・リファレンスをプローブする (オプションだが強力)
ストック/パーツのデータムをプローブする → セット・ワーク・オフセット
プローブが重要な機能 (ボアのようなもの)で回転/向きを確認する。
機械
プローブの重要寸法 (インプロセスまたはエンドオブサイクル)
合否判定:オフセットの調整、仕上げパスの再切断、機械の停止
これは「自信に満ちた加工」の基礎であり、特に品質を向上させようとする場合には重要である。.
タッチプローブは、単に “部品に触れる ”ガジェットではありません。フィードバックシステムなのです: 測る→決める→正しい-エラーが最も出にくい場所だ: スクラップを作る前に、マシン内部で。.