문의, 20분 안에 솔루션 받기
요구 사항과 구체적인 요구 사항을 알려주시면 최대한 빨리 해결책을 찾아서 무료로 보내드립니다.
요구 사항과 구체적인 요구 사항을 알려주시면 최대한 빨리 해결책을 찾아서 무료로 보내드립니다.
부품을 설정하고 “실행'을 누른 다음 완성된 부품이 허용 오차 범위 내에 들어오기를 바라며 손가락을 꼬아본 적이 있다면 실제 데이터가 없을 때 얼마나 망설여지는지 잘 알 것입니다. 온머신 프로빙은 이러한 상황을 뒤집습니다. 고정 픽스처, 수동 측정 또는 별도의 CMM 기계에만 의존하는 대신 프로빙을 사용하면 설정 및 생산 중에 CNC가 능동적으로 부품을 검사하고 검증할 수 있으며, 지멘스는 이 워크플로우를 기능적이고 실용적으로 만들어 줍니다.
작업 현장에서 검사는 품질 부서만의 업무가 아니라 가공 공정의 일부입니다. 지멘스의 검사 워크플로우를 사용하면 가능합니다:
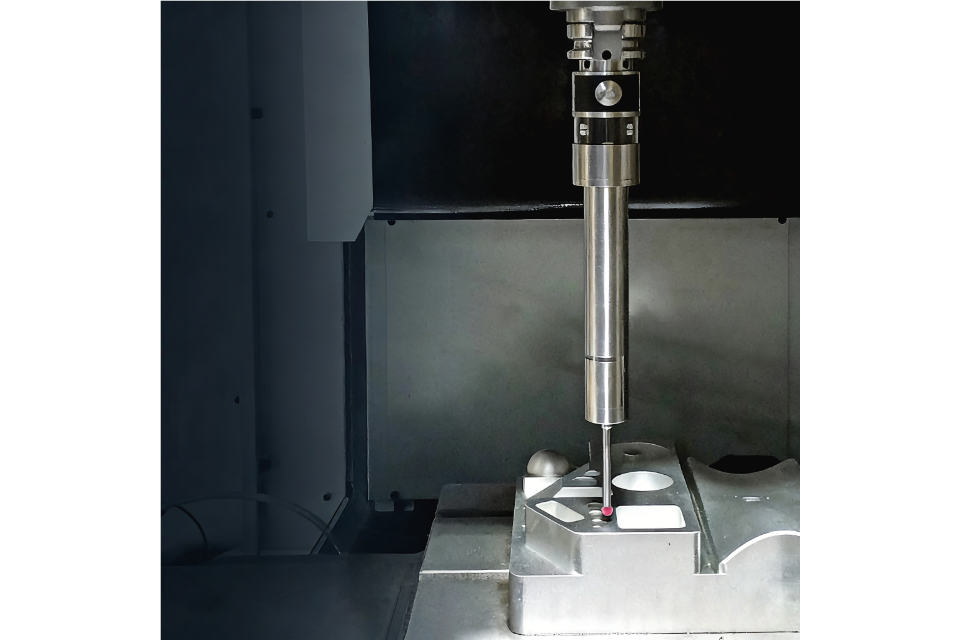
기계를 절단기와 측정기 겸용으로 사용하여 별도의 계측 실험실로 보내지 않고 각 부품을 상황에 맞게 검증할 수 있습니다. 이것이 바로 “기계 검사'의 의미이며, 생산성 측면에서 큰 이점을 제공합니다.
지멘스의 CNC 프로빙 솔루션에 대해 자세히 알아보기 cnc-probe.
지멘스는 프로브를 단순한 에지 파인더로 보는 대신 프로빙을 워크플로에 직접 통합합니다:
절단이 일어나기 전에 프로브가 측정할 수 있습니다:
이 가공 전 검증을 통해 CNC 프로그램이 생각하는 위치에 부품이 있는지 확인할 수 있으므로 불량품과 재작업을 줄일 수 있습니다.
부품이 가공된 후에는 기계 내 프로빙을 사용할 수 있습니다:
공구 경로를 막 벗어나면 기계는 부품이 사양을 충족하는지 여부를 실시간으로 알려줍니다. 따라서 시간을 절약하고 공정 후반에 예상치 못한 문제를 방지할 수 있습니다.
CNC 모듈형 터치 프로브에 대해 자세히 알아보기 cnc-probe.

지멘스 프로빙 워크플로우의 가장 강력한 측면 중 하나는 워크플로우가 정적이지 않다는 점입니다. 측정 결과 픽스처, 재고 크기 또는 기계 정렬에서 변동이 발견되면 워크플로에 반영할 수 있습니다:
여기서 온머신 프로빙은 단순한 정지 트리거가 아닌 지능형 검사가 됩니다.
주물이나 불규칙한 블랭크에서 흔히 볼 수 있는 것처럼 원재료 크기가 부품마다 조금씩 다른 부품 배치가 있다고 상상해 보십시오. 실제 재고를 확인하지 않고 고정된 프로그램에 따라 절단하는 경우:
지멘스 온머신 검사를 사용하면 다음과 같은 워크플로우를 만들 수 있습니다:
이를 통해 추측이 아닌 측정 중심의 가공 프로세스를 구현할 수 있습니다.
Z축 유선 공구 세터 살펴보기 cnc-probe.

검사 사이클이 제대로 작동하려면 프로브 자체를 신뢰할 수 있어야 합니다. 이는 올바른 캘리브레이션에서 시작됩니다:
프로빙 주기에 대한 Siemens 설명서(예: 840D sl/828D 제어)는 정확한 측정 작업을 위한 전제 조건으로 프로브 보정을 강조합니다. 프로브의 기록된 접촉 지점이 검사 대상 부품의 물리적 현실을 제대로 반영하도록 보장하는 보정은 일회성 작업이 아닙니다.
CNC 프로브를 사용한 고정밀 측정에 대해 자세히 알아보기 cnc-probe.
다음은 지멘스 장비 시스템에서 일반적으로 프로빙 검사 워크플로우가 어떻게 진행되는지 간략하게 살펴본 것입니다:
이 구조화된 접근 방식은 프로브를 단순한 일회성 트리거 도구가 아닌 설정과 품질 검증의 중심에 놓습니다.
CNC 적외선 터치 프로브에 대해 자세히 알아보기 cnc-probe.
일반적인 “터치 프로브는 여기서 멈추세요”라는 설명과 비교하여 지멘스 프로빙 워크플로는 다음과 같습니다:
이는 단순히 고립된 프로브 정지가 아니라 가공 공정에서 데이터에 기반한 의사 결정 포인트입니다.
지멘스의 프로빙 기술에 대해 자세히 알아보기 cnc-probe.
작업 현장 검사는 더 이상 사후에 부품을 검사하는 것이 아닙니다. 지멘스 프로빙 워크플로우를 사용하면 검사가 가공 공정의 원동력이 됩니다:
프로빙은 단순한 애드온이 아니라 가공 로직의 일부가 됩니다.
과거에는 설정, 가공 및 검사를 별도의 단계로 취급했다면, Siemens 장비의 프로빙 워크플로는 이러한 경계를 좋은 방식으로 모호하게 만듭니다. 검사가 바로 그것입니다:
단순히 부품을 만드는 것이 아니라 자신 있게 부품을 만드는 것, 이것이 바로 현장 가공의 미래입니다.


