문의, 20분 안에 솔루션 받기
요구 사항과 구체적인 요구 사항을 알려주시면 최대한 빨리 해결책을 찾아서 무료로 보내드립니다.
요구 사항과 구체적인 요구 사항을 알려주시면 최대한 빨리 해결책을 찾아서 무료로 보내드립니다.
우리는 종종 프로브와 툴 세터가 서로 바꿔 사용할 수 있는 것처럼 이야기하거나 모든 사람이 본질적으로 그 차이를 알고 있다고 생각합니다. 그러나 작업 현장에서는 이러한 가정이 혼란을 야기할 수 있으며, 특히 설정을 자동화하거나, 불량품을 줄이거나, 조명 없는 가공으로 전환하려는 경우 더욱 그렇습니다.
이 블로그에서는 각 장치의 기능뿐만 아니라 각 장치의 존재 이유, 사용 시기, 실제 가공 워크플로에서 서로를 보완하는 방법에 대해 설명합니다.

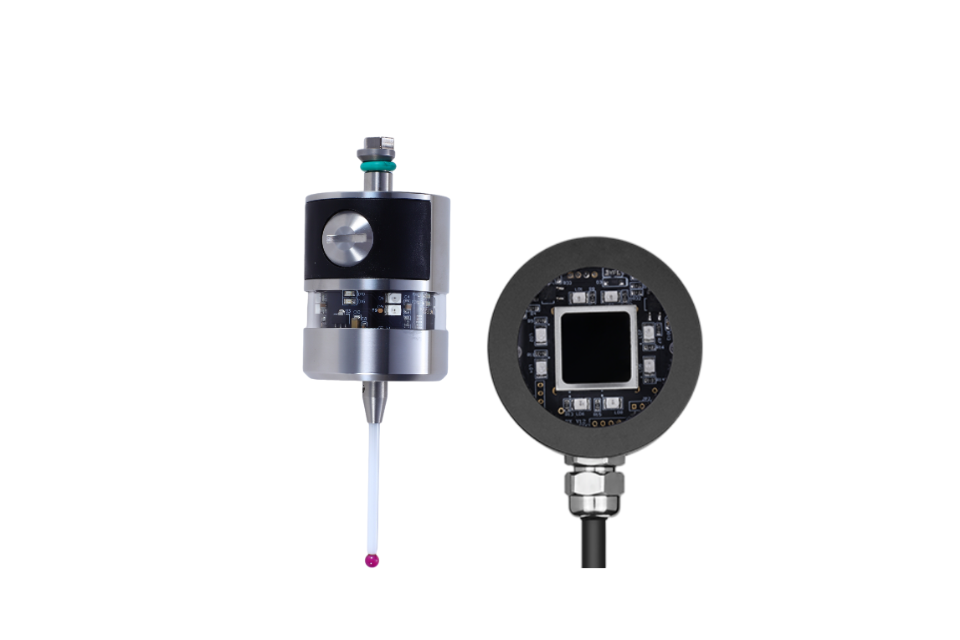
얼핏 보면 툴 세터와 워크 프로브는 모두 기계와 측정 대상 사이의 접촉을 포함합니다. 하지만 둘의 초점은 근본적으로 다릅니다:
도구 설정기 는 길이, 직경, 마모, 파손 등 공구 자체에 관한 모든 것을 측정합니다. 이는 사용자가 절삭하기 전에 제어자가 절삭 공구가 무엇인지 파악하는 데 도움이 됩니다.
작업 프로브 (부품 터치 프로브)는 공작물의 위치, 방향 및 주요 특징을 찾아 기계가 공간에서 부품의 위치를 파악할 수 있도록 하는 공작물에 관한 것입니다.
하나는 CNC의 자체 절삭 공구를 안쪽으로 바라봅니다. 다른 하나는 가공하려는 소재를 바깥쪽에서 바라봅니다. 각기 다른 용도로 사용되지만 둘 다 제어에 필수 데이터를 제공하므로 가공 작업이 예측 가능하게 작동합니다.
고정밀 CNC 레이저 툴 세터에 대해 자세히 알아보기 cnc-probe.

공구 세터(공구 세팅 프로브 또는 자동 공구 세터라고도 함)는 절삭 공구 자체를 측정하도록 특별히 설계된 장치 또는 센서입니다:
일부 시스템에서는 가공 중 열 성장 보정도 가능합니다.
공구 세터는 일반적으로 기계 테이블이나 액세서리 암에 장착됩니다. 공구가 세터와 접촉하면 세터가 신호를 생성하고 CNC 제어가 이 신호를 사용하여 공구의 치수를 계산하고 저장합니다.
이 데이터는 직접 피드됩니다:
간단히 말해, 공구 세터는 절단을 시작하기 전에 공구를 신뢰할 수 있게 만듭니다.
CNC 모듈형 터치 프로브 확인 cnc-probe.
터치 프로브는 공작물의 위치와 형상을 이해하는 것입니다. 특히 새 부품을 장착할 때는 더욱 그렇습니다:
기계에 해당 부품이 실제로 XYZ 공간에서 어디에 있는지 알려줘야 합니다. 이때 작업 프로브가 빛을 발합니다.
작업 프로브가 이를 수행합니다:
가정이나 수동 측정에 의존하는 대신 기계가 스스로 부품의 방향을 학습하고 그에 따라 좌표를 조정합니다.
CNC 단축 유선 공구 세터 살펴보기 cnc-probe.
이렇게 생각하세요:
완벽한 연필을 가지고 있어도 시작점이 잘못되면 페이지에서 그림을 그릴 수 있습니다.
그렇기 때문에 워크플로에서 이 두 가지를 결합하는 것이 중요합니다. 공구 세터는 공구를 정밀하게 만들고, 워크 프로브는 공작물의 위치를 정확하게 찾아내는 등 어느 하나만으로는 정밀 가공에 충분하지 않습니다.
CNC 트랜스미션 유선 터치 프로브 확인 cnc-probe.
많은 공급업체가 간과하는 미묘하지만 중요한 점은 모든 스토어에 두 가지가 동시에 필요한 것은 아니지만, 각각의 이유를 이해해야 투자와 프로세스를 결정할 수 있다는 것입니다.
도구 설정자는 컨트롤을 자동으로 업데이트하고 수동 데이터 입력과 오류를 줄일 수 있습니다.
작업 프로브는 설정을 간소화하고 기계가 테이블 위에 무엇이 있는지 파악합니다.
CNC 프로브 홈페이지 방문 cnc-probe.
일부 프로빙 시스템은 동일한 물리적 프로브 하드웨어가 공구 설정과 작업 프로빙을 모두 수행할 수 있는 다용도 시스템일 수 있습니다. 이는 특히 공구와 부품 특징을 모두 측정할 수 있는 스핀들 장착형 프로브에서 흔히 볼 수 있습니다.
하지만 이 경우에도 작업을 분리해서 생각하는 것이 도움이 됩니다:
이러한 정신적 구분을 명확하게 유지하면 추측이 아닌 예측 가능하고 감사 가능한 워크플로를 구축하는 데 도움이 됩니다.
고정밀 측정 CNC 프로브 살펴보기 cnc-probe.
CNC 광학 유선 5축 CNC 터치 공구 세터에 대해 알아보기 cnc-probe.
이렇게 하면 어떻게 되나요?
당신은 얻습니다:
이러한 이중 데이터 접근 방식은 숙련된 CNC 작업장과 여전히 수동 다이얼 인디케이터와 에지 파인더에 의존하는 작업장을 구분하는 요소입니다.
도구 세터와 작업 프로브는 모두 측정하지만 서로 다른 진실을 측정합니다:
이렇게 명확하고 뚜렷한 카테고리를 하나로 묶어 생각하면 이름만 “자동화'된 것이 아니라 실제로는 데이터에 기반한 효율적이고 안정적인 가공 워크플로우를 설계할 수 있습니다.

