핵심 아이디어(한 문장으로 요약)
CNC 터치 프로브는 추측을 측정으로 바꿔주므로 시행착오와 재측정, 희망사항이 아니라 몇 분 만에 기준점, 회전, 중심, 드리프트를 찾을 수 있습니다.
첫 번째 기사 작성에 시간이 오래 걸리는 이유(그리고 시간이 새는 곳)
- 진정한 0을 찾아서: 가장자리 파인더, 종이 필러, 심 스택.
- 왜곡/회전 미스터리: 바이스나 스톡은 머리카락이 떨어져 있으므로 사각형을 “눈'으로 보고 자른 다음 나중에 발견합니다.
- 분해에 의한 기능 검증: 부품을 당기고, 마이크하고, 다시 고정하고, 다시 터치하고, 다시 자릅니다.
- 놀라운 도구 마모: 첫 번째 패스는 괜찮아 보이지만 두 번째 패스는 도구가 CAM이 예상한 것과 정확히 일치하지 않기 때문에 꺼져 있습니다.
이러한 단계 중 어느 것도 가치를 창출하지 못합니다. 검색 비용은 현실을 찾는 데 소요되는 시간입니다.
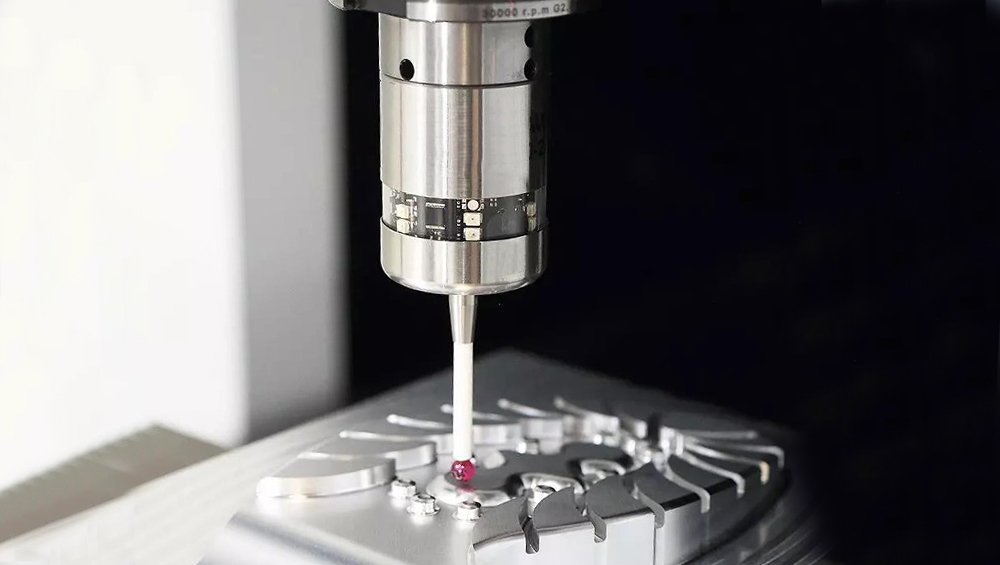
고정밀 측정 CNC 프로브 살펴보기 cnc-probe.

프로빙이 첫 번째 아티클을 단계별로 압축하는 방법
- 빠르고 안정적인 데이텀(X/Y/Z)
프로브가 면/가장자리에 닿으면 컨트롤이 0을 설정합니다.
주관적인 “느낌” 없음; 깨끗한 트리거 = 반복 가능한 미크론.
- 자동 회전 정렬
긴 가장자리 또는 슬롯의 두 점을 터치 → 컨트롤로 작업 평면을 회전합니다.
CAM은 변경되지 않고 기계가 부품에 맞춰 정렬됩니다.
- 수학이나 마커 없이 중심 찾기
웹/포켓 또는 보어/보스 사이클이 여러 지점을 터치 → 실제 중심선 및 크기.
첫 번째 컷에서 대칭적인 도구 경로를 보장합니다.
- 진행 중 확인(설정을 세분화하지 않음)
사이클 중간, 보어 또는 보스 측정 → 마모 또는 정지 조정.
고철이 되기 전에 “거의 바로” 잡으세요.
- 디지털 추적성
매크로 변수 또는 로그에 값이 떨어짐 → “지난번에 무엇을 설정했지?”라는 미스터리가 사라집니다.
비포/애프터 타임라인(현실적인 VMC 예시)
| 단계 | 수동(분) | 프로브 사용(분) |
|---|
| 마운트 및 거친 정사각형 스톡 | 10 | 10 |
| X/Y/Z 0 찾기 | 15 | 3 |
| 회전 설정 | 8 | 2 |
| 센터 찾기(보어/보스) | 10 | 3 |
| 첫 번째 인증 삭감 | 15 | 5 |
| 마모도 측정 및 조정 | 10 | 3 |
| 합계 | 68 | 25 |
결과: 첫 번째 아티클에서 ~43분 절약 → 60% 단축. 하루에 3번 설정할 경우 2시간 이상 단축된 것입니다.
CNC 프로브 홈페이지 방문 cnc-probe.
표준화할 수 있는 첫 번째 기사 프로빙 루틴
- 홈 & 워밍업 (머신 상태 우선).
- 프로브 Z0 기준면 (깨끗하고 일관된 표면).
- 프로브 X/Y면 를 클릭하여 0을 설정하고 재고 크기를 확인합니다.
- 회전 주기 를 긴 가장자리 또는 슬롯(저장 각도)에 배치합니다.
- 보어/보스 센터 를 입력합니다(상점 중심, 지름).
- 중요 기능 점검 (예: 포켓 깊이 +0/-0.01 → 넛지 마모).
- 변수에 결과 스탬프 찍기 또는 CSV 로그(부품 ID, 작업자, 시간).
- 자신 있게 첫 번째 기사 도구 경로를 실행하세요.
MEASURE_FACE, SET_ROTATION, BORE_CENTER, FEATURE_CHECK와 같은 하위 루틴을 호출하는 마스터 프로그램을 하나의 버튼으로 만드세요.
(개념적인) 매크로 호출 예시:
- ( 윗면에 Z0 설정 )
G65 P9811 Z0. Q5. (Z 터치, 5점 확인)
- ( X 가장자리에서 회전 정렬 )
G65 P9843 X100. Y0. Q80. (80mm 간격으로 두 번 터치)
- ( 보어 중심/직경 찾기 )
G65 P9814 X50. Y50. Q8. F50. (8포인트 보어, 안전 피드)
- ( 기능 점검 및 마모 업데이트 )
#100 = [#502 - 12.000] (측정값 - 공칭)
IF[ABS[#100] GT 0.01] #3000=1(톨 초과)
#2001 = #2001 + [#100 * 0.5] (절반 오류 착용 넛지)
CNC Z축 유선 공구 세터 살펴보기 cnc-probe.
이득을 배가하는 고정 장치 및 워크플로 조정
- 프로브에 차선을 지정합니다: 수신기(IR)를 주차하거나 신호 경로(라디오)를 확보합니다. 도구 랙 뒤에 사각지대가 없어야 합니다.
- 프로브 친화적인 참조면: Z0 전용으로 부드러운 턱에 작은 클린 패드나 보스를 추가하세요.
- 두 번 터치하여 확인합니다: 공기 분사, 터치, 후퇴, 다시 터치. 칩과 냉각수 필름을 필터링합니다.
- 스타일러스를 자주 검증하세요: “죄송합니다.”라는 메시지가 표시되면 지금 바로 재시작하고 자격을 부여하면 몇 시간을 절약할 수 있습니다.
- 각도를 기록합니다: 로테이션을 저장하면 반복 작업을 “알려진 양호”에서 시작할 수 있습니다.”
CNC 모듈형 터치 프로브 확인 cnc-probe.
미니 사례 연구(혼합 작업량이 많은 작업장)
Part: 알루미늄 인클로저, 보어 위치 ±0.02mm.
오래된 첫 번째 기사: 75~90분, 두 번의 리컷이 일반적입니다.
SOP를 조사한 후 28-35분, 재편집은 드뭅니다.
부작용: 운영자가 단기 작업을 피하지 않게 되어 일정이 더 원활해졌습니다.
빠른 ROI 계산(보수적)
- FA당 시간 절약: 40분.
- 설정/일: 3 → 120분/일.
- 상점 요금(부담): $45/시간 → $90/일.
- 250일/년: $22,500/년 스크랩 감소 전.
대부분의 프로브 키트는 몇 년이 아닌 몇 주 안에 비용을 지불합니다.
CNC 트랜스미션 유선 터치 프로브에 대해 알아보기 cnc-probe.
일반적인 함정-빠른 수정
- 칩의 잘못된 트리거: M-코드 공기 분사를 추가하고 항상 두 번 터치하세요.
- IR 가시선 문제: 수신기 위치를 변경하거나 리피터를 추가하고 인클로저 그림자를 피하세요.
- 라디오 페어링 룰렛: 쌍에 라벨을 붙이고, 2단계 “쌍 및 테스트” 카드를 표준화합니다.
- 유선 스트레인 릴리프가 무시되었습니다: 고굴곡 케이블 + 정확한 굽힘 반경 + 실제 클램프.
- 충돌 후 스타일러스를 사용할 수 없습니다: 길이/반경을 즉시 다시 검증합니다.
고정밀 측정 CNC 프로브 살펴보기 cnc-probe.
IR, 무선 또는 유선 선택(첫 번째 기사 속도용)
- IR: 선명한 시야를 제공하는 컴팩트한 VMC-간단하고 배터리 친화적입니다.
- 라디오: 5축, 수평, 대형 도어-시선 방해가 없습니다.
- 유선: EDM/잡음이 많은 EMI 또는 작은 이동거리-견고하고 페어링이 필요 없습니다.
셀에서 설정 마찰을 제거하는 링크를 선택하세요.
CNC 프로브 홈페이지 방문 cnc-probe.
성공을 입증하는 KPI
- 첫 번째 기사 회의록 (목표: -50-70%).
- 작업당 첫 번째 기사 재편집 (목표: ≈0).
- 첫 실행 시 스크랩 (목표: 0에 가깝게).
- 소등 중 운영자 개입 (목표: 하락 추세).
- 프로브 주기 수와 알람 비교 (신뢰성 추세).
요점
첫 번째 기사 속도는 운이 아니라 측정입니다. 프로브는 기계에 사실을 제공하고, 프로그램을 현실에 맞게 조정하며, 실수가 누적되기 전에 결과를 검증합니다. 하나의 프로빙 루틴을 표준화하면 작업 첫날부터 시간을 절약할 수 있습니다.


