Fale connosco, obtenha uma solução em 20 minutos
Por favor, informe-nos sobre quaisquer requisitos e exigências específicas, para que possamos encontrar a solução o mais rapidamente possível e enviá-la de volta gratuitamente.
Por favor, informe-nos sobre quaisquer requisitos e exigências específicas, para que possamos encontrar a solução o mais rapidamente possível e enviá-la de volta gratuitamente.
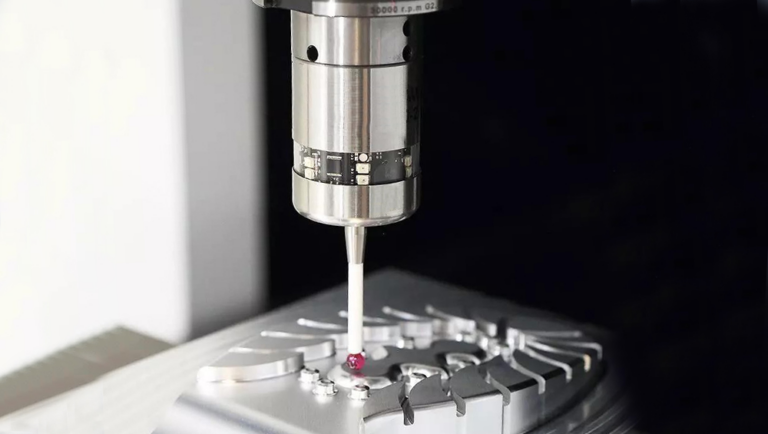
Se alguma vez observou uma máquina CNC a “bater” numa peça algumas vezes antes da maquinação - ou a fazer uma pausa a meio do ciclo para verificar um furo - já viu a sondagem em ação. A sonda tátil (frequentemente designado por sonda de peça de trabalho) é um sensor de alta precisão montado no fuso (ou torre) que toca na peça de trabalho com uma esfera de apalpador para captar coordenadas 3D reais no interior da máquina, O sistema de controlo de qualidade da máquina, o CNC, fornece depois esses dados ao CNC para que este possa definir desvios de trabalho, alinhar a peça, compensar desvios ou verificar dimensões em ciclo.
Ao contrário de “tocar” manualmente com papel ou um localizador de arestas, um apalpador transforma essa mesma ideia num ciclo de medição repetitivo e automatizado.
Uma sonda é essencialmente o “sentido do tato” da sua máquina.”
Pode:
Descobrir onde está realmente a peça (mesmo que o aparelho esteja um pouco fora do sítio)
Definir o zero peça (G54/G55... desvios) automaticamente
Caraterísticas da medida (saliências, furos, arestas, bolsas, ângulos)
Detetar orientação/rotação (crítico para peças fundidas, forjadas, configurações de 5 eixos)
Confirmar as dimensões finais antes de soltar a braçadeira - para não descobrir uma falha na inspeção
É por isso que os fabricantes de sondas descrevem as sondas tácteis como ferramentas que registam dimensões, forma e posição caraterísticas por contacto tátil com uma esfera de estilete.
A caneta (normalmente uma bola de rubi) https://cnc-probe.com/cnc-probes-stylus/entra em contacto com a superfície. A sonda detecta a deflexão e emite um sinal. O CNC regista a posição da máquina nesse instante - bum: tem um ponto medido.
Esse gatilho tem de chegar ao controlador de forma fiável. Nas lojas reais, é aqui que as diferenças entre os sistemas de sondas são muito importantes.
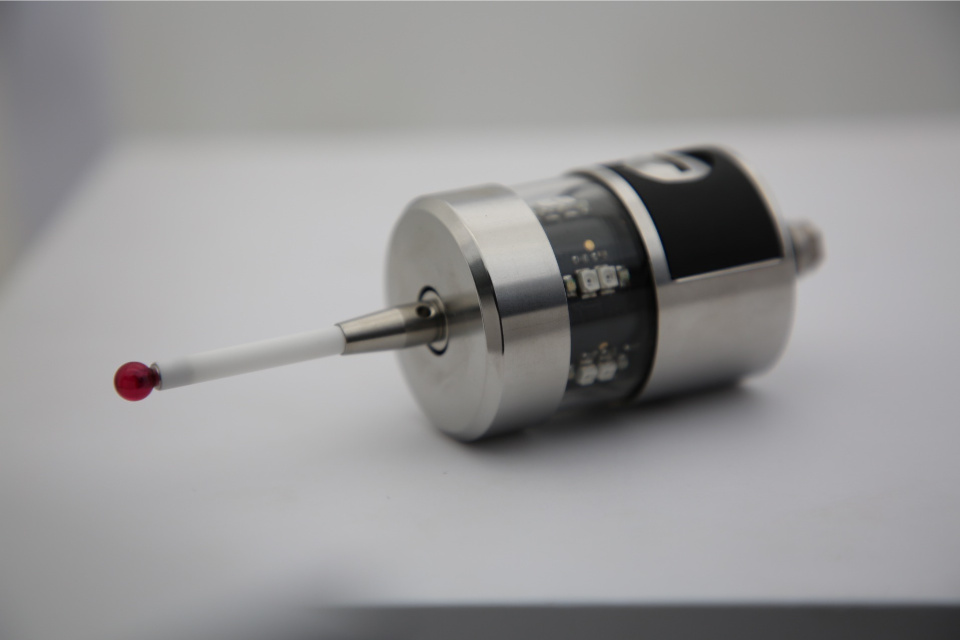
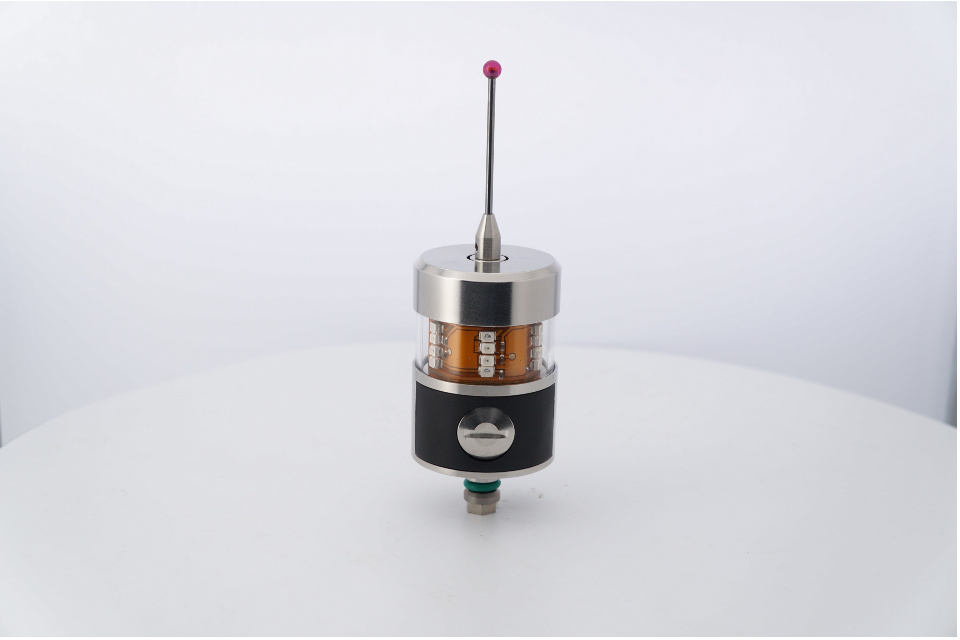
Uma repartição comum dos métodos de comunicação por sonda inclui: ótica (infravermelhos), rádio, indutiva e direta/com fios transmissão.
O ciclo de sondagem (macro/software) calcula:
linhas centrais,
distâncias/diâmetros,
ângulos,
desvios e valores de compensação,
...e depois actualiza os desvios ou pára o ciclo se algo estiver fora da tolerância.

A sonda tátil mede o parte (localização, caraterísticas, pontos de inspeção).https://cnc-probe.com/cnc-touch-probes/
A sistema de medição do comprimento da ferramenta mede o ferramenta (comprimento, diâmetro, rutura).https://cnc-probe.com/cnc-tool-setter/
São complementares. Muitas lojas obtêm os maiores benefícios quando utilizam ambos: medição da ferramenta para estabilizar as fresas e sondagem da peça de trabalho para estabilizar a posição da configuração/peça.
Estes são os apalpadores de trabalho que os maquinistas encontram pela primeira vez. Accionam quando a haste de apalpação se desvia.
A Renishaw é amplamente reconhecida por ter inventado a sonda de acionamento por contacto em 1973, Os utilizadores de máquinas-ferramentas têm beneficiado do apalpamento desde meados da década de 1970.
Algumas famílias de sondas geram o sinal de disparo utilizando optoelectrónico comutação (por exemplo, sombreamento de uma barreira luminosa). Esta abordagem é descrita como sem desgaste e é utilizado para suportar velocidades mais elevadas e estabilidade a longo prazo.
Porque é importante: menos desvios provocados pelo desgaste e, frequentemente, melhor repetibilidade ao longo do tempo, especialmente em ambientes de produção de ciclo elevado.
Algumas sondas são concebidas para se comportarem de forma mais uniforme em diferentes direcções de aproximação (importante para medir círculos e ângulos sem “enviesamento de direção”). Os fabricantes de sondas distinguem explicitamente os mecanismos multidireccionais e bidireccionais e discutem a forma como a conceção afecta os resultados dependentes da direção e a sondagem a alta velocidade.
O que levar: se estiver a sondar em várias direcções (±X/±Y e Z), o comportamento da direção pode ser a diferença entre “sondar é mágico” e “sondar é... irritante”.”
Encontrar o canto de stock, definir G54
Localizar a referência da mandíbula do torno
Alinhar uma peça em maxilares macios
Compensar quando as fixações se deslocam após uma colisão ou nova fixação
Esta é a “primeira vitória” que a maioria das lojas vê: o tempo de preparação diminui e o processo fica menos dependente de um maquinista herói.
A troca de peças entre operações é um local clássico onde os erros se infiltram. A sondagem torna o restabelecimento do sistema de coordenadas muito mais fiável do que “indicar e rezar”.”
A sondagem não é apenas “antes” e “depois”. A sondagem durante o processo permite:
Verificar um furo antes de o terminar,
compensar o desgaste da ferramenta (quando utilizada com ciclos adequados),
apanhar os desvios antes que se tornem sucata.
Os fornecedores de sondas posicionam explicitamente as sondas tácteis modernas para medição em processo e “cadeias de processos contínuos”, incluindo a utilização sob refrigeração.
“Necessário” depende da sua combinação, tolerância e tolerância ao risco.
Só faz trabalhos simples em 2D,
as tolerâncias não são rigorosas,
As configurações são idênticas para percursos longos,
e o seu custo de sucata é baixo.
Corre alta mistura / baixo volume trabalhos (job shops),
tu fazes 5 eixos ou reorientação complexa,
mantém regularmente tolerâncias apertadas,
quer apagar as luzes ou supervisão reduzida,
os resíduos ou o retrabalho são dispendiosos.
Os apalpadores tácteis são também um forte facilitador da redução do pessoal e das cadeias de processos automatizados em ambientes de maquinação modernos.
Eis uma forma rápida de verificar a sanidade do valor sem folhas de cálculo.
Estimativa:
Tempo de configuração poupado por trabalho (minutos)
Empregos por semana
Taxa horária da máquina (ou taxa de margem de contribuição)
Sucata/trabalho evitados por mês
Exemplo:
Poupar 12 minutos na configuração/trabalho
25 trabalhos/semana
Taxa da máquina $90/hr
Valor do tempo poupado/semana:
12 min × 25 = 300 min = 5 horas/semana
5 × $90 = $450/semana
Isso é $23,400/ano em tempo de recuperação do fuso antes de se contarmos com a redução da sucata.
Mesmo que o número real seja metade, o retorno do investimento pode ser rápido - especialmente se a sondagem evitar algumas peças de alto valor que tenham sido descartadas.
Utilize-a como uma folha de especificações antes da compra.
Líquido de refrigeração inundado? Fragmentos pesados?
Procure sistemas explicitamente concebidos para medições fiáveis em condições de refrigeração.
Restrições de folga do eixo?
Cinemática de 5 eixos (necessita de um bom comportamento de direção)?
A partir de arquitecturas de sistemas de sondas comuns:
Ótico/IR: ótimo para muitas máquinas, mas necessita de disciplina de linha de visão
Rádio: bom alcance e robustez; pode ser útil em máquinas maiores
Indutivopara módulos de nariz de fuso e integração apertada
Com fio: frequentemente utilizado em aplicações de fixação de ferramentas fixas
Só encontrar G54? (ciclos básicos)
Medir furos e compensar o desgaste? (ciclos mais avançados + conhecimento do processo)
Relatórios de inspeção durante o ciclo? (integração de software)
Alterar o comprimento da caneta, o tamanho da esfera ou a pilha de extensão altera o comportamento. Calibre cada configuração de stylus que você realmente executar.
Evitar sondar rebarbas pesadas
Sondar superfícies limpas sempre que possível (jato de ar ou gestão do líquido de refrigeração)
Pense na direção de aproximação - especialmente em paredes finas
As melhores rotinas de sondagem não são “passos extra”. São apólices de seguro que são mais baratas do que sucata.
Mito 1: “Uma sonda garante a exatidão”.”
Realidade: Mede com exatidão quando qualificado, limpo e utilizado corretamente. As superfícies de lixo e as más rotinas criam dados de lixo.
Mito 2: “A sondagem torna a máquina mais lenta”.”
A realidade: Alguns segundos de sondagem podem poupar horas de retrabalho e configuração. Os fabricantes de sondas também realçam a redução do tempo de inatividade quando as medições são fiáveis em velocidade.
Mito 3: “Só as grandes empresas aeroespaciais precisam de sondas”.”
Realidade: As oficinas de elevada mistura são frequentemente as mais beneficiadas porque a sondagem elimina a variabilidade da configuração e reduz a dependência do conhecimento tribal.
Aquecimento / estabilização (se se perseguir os microns, a temperatura é importante)
Sondar a referência de fixação (opcional mas poderoso)
Apalpar o ponto de referência da peça/estoque → definir a compensação de trabalho
Sondar uma caraterística essencial (como um furo) para confirmar a rotação/orientação
Máquina
Dimensões críticas da sonda (em curso ou em fim de ciclo)
Decisão de aprovação/reprovação: ajustar os desvios, voltar a cortar a passagem de acabamento ou parar a máquina
Esta é a base da “maquinação de confiança” - especialmente quando se está a tentar aumentar a qualidade.
Um apalpador não é apenas um dispositivo que “toca na peça”. É um sistema de feedback: medir → decidir → corrigir-direto onde os erros são mais fáceis de detetar: dentro da máquina, antes de fazer sucata.