Fale connosco, obtenha uma solução em 20 minutos
Por favor, informe-nos sobre quaisquer requisitos e exigências específicas, para que possamos encontrar a solução o mais rapidamente possível e enviá-la de volta gratuitamente.
Por favor, informe-nos sobre quaisquer requisitos e exigências específicas, para que possamos encontrar a solução o mais rapidamente possível e enviá-la de volta gratuitamente.
Há um momento em todos os trabalhos CNC em que a peça é fixada, a ferramenta é carregada, o programa está pronto... e faz-se uma pausa porque se sabe a verdade:
Se o seu zero XYZ estiver errado, tudo o que vier a seguir é apenas um trabalho artístico dispendioso.
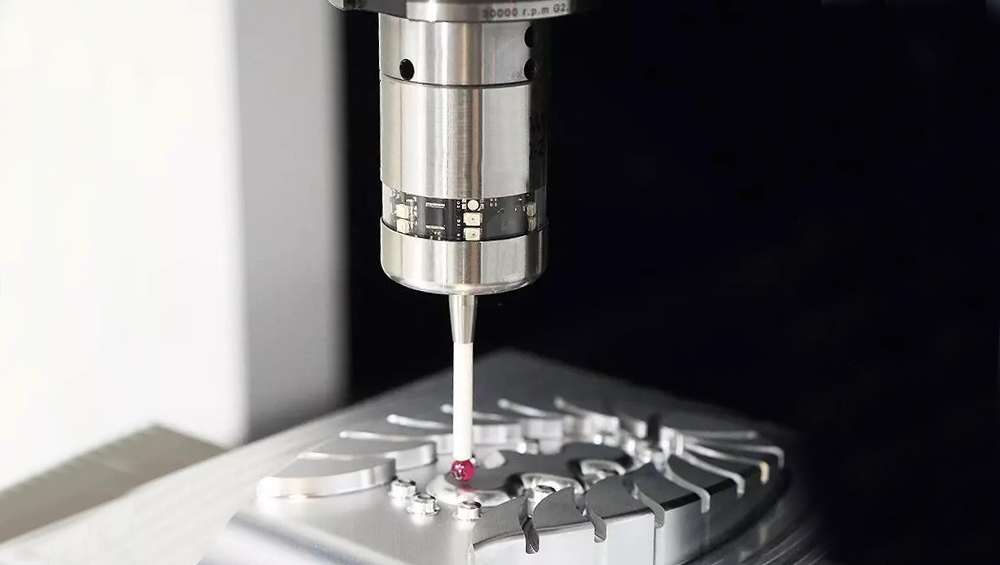
O apalpador torna a colocação em zero mais rápida, mais repetível e muito menos “baseada na sensação”. Mas também introduz novas formas de estar errado - subtis - como suposições sobre a espessura da placa, deflexão do apalpador, más direcções de aproximação, ou o clássico: “Apalpei Z, mas esqueci-me do sistema de comprimento da ferramenta em que estou.” Sonda CNC
Este guia trata da colocação em zero XYZ como se fosse a sério: utilizar pratos e discos de forma inteligente, criar rotinas em que confia e evitar as pequenas armadilhas que separam o “funciona” do “está certo”.”

Uma sonda não define magicamente a sua origem. Ela dá-lhe uma coordenada medida no espaço da máquina (ou qualquer sistema de coordenadas que o seu controlo esteja a comunicar nesse momento). O seu trabalho é converter isso numa coordenada de trabalho significativa - normalmente um desvio de trabalho como G54 (ou uma origem de peça de trabalho no ciclo de apalpação do seu controlador).
Assim, cada fluxo de trabalho de sondagem é basicamente:
Tocar em algo conhecido (superfície/borda/bolsa/caraterística)
Registar onde ocorreu o toque
Aplicar uma correção (raio da ponta da sonda, espessura da placa, diâmetro do disco, etc.)
Escreva o valor resultante no seu sistema de coordenadas de trabalho
Se mantiver esse modelo na sua cabeça, a resolução de problemas torna-se muito mais fácil.
Melhor para: Definição da altura Z de forma rápida e repetitiva
Configurações comuns:
Placa em cima da peça de trabalho para fixar Z0 na face superior
Prato sobre a mesa para definir Z0 na superfície da mesa
Placa numa fixação para estabelecer uma referência Z consistente
O que torna as placas tácteis excelentes:
Simples: basta o movimento Z
Rápido: um eixo, risco mínimo
Fiável: se a espessura for conhecida e consistente
O que os torna perigosos:
Espessura da placa incorrecta (ou assumida) Ferramenteiro com fio de eixo Z CNC (zeragem com uma tecla)
Batatas fritas debaixo do prato = Z falso
Problemas de condução/contacto se depender do toque elétrico
Definição incorrecta de “Z0” (topo da peça vs superfície acabada vs ponto de referência da fixação)
Melhor para: Definição de XY (e por vezes Z) a partir de uma geometria conhecida e repetível
Porque é que são poderosos:
Um disco dá-lhe uma referência consistente de diâmetro/centro. Isto é muito importante porque as peças reais mentem, as peças fundidas são feias, o stock nem sempre é quadrado e as maxilas do torno nem sempre são perfeitamente paralelas.
Casos de utilização típicos:
Encontrar XY sondando à volta de um disco e calculando o centro Sonda tátil de rádio sem fios de alta precisão
Utilizar um disco num dispositivo de fixação como “âncora de coordenadas do dispositivo de fixação”
Utilizar um calibre de furo/anel conhecido para definir uma origem de trabalho consistente em todos os trabalhos
Cuidado:
O disco não está assente de forma plana (fichas novamente)
O diâmetro do disco não é realmente o que se pensa (os discos baratos variam)
A compensação do raio da ponta de prova não foi aplicada corretamente
Velocidade de apalpação demasiado elevada → flexão da caneta → “erro repetível”

Antes das rotinas, construa a sua cadeia de confiança:
Verificação do estado da sonda
Acciona de forma consistente?
A caneta está apertada?
Algum historial de acidentes recentes? (As sondas lembram-se.)
Calibrar o raio da ponta da sonda (e, idealmente, os desvios da agulha)
Calibrar o raio da ponta da sonda (e, idealmente, os desvios da agulha) Sonda tátil modular CNC
Caso contrário, pode calibrar com um calibre de anel conhecido e medir a repetibilidade.
Decidir o sistema de coordenadas que está a definir
Desvio da peça (G54/G55...), ou coordenada da peça específica do controlador, ou uma macro de apalpação que escreve diretamente nos desvios.
Defina o seu ponto de referência como se fosse um desenho
Uma boa definição de ponto de referência não é “algures perto da esquina”. É: X0/Y0 é a intersecção destas duas faces. Z0 é esta superfície superior (ou superfície acabada após a faceamento). A origem está na peça, no dispositivo ou no stock - quando estes são claros, as placas e os discos tornam-se ferramentas - não suposições.
Limpar a superfície
Limpar a parte superior da peça e o fundo da placa. As limalhas não são “pequenas”. As limalhas são “geradores de deslocamento”.”
Colocar o prato de forma consistente
Coloque-o num local onde não balance, de preferência numa região plana e longe de rebarbas.
Abordagem em duas fases
Aproximação rápida à altura de segurança
Aproximação final lenta para o acionamento
Isto reduz o tempo de ciclo sem sacrificar a precisão.
Aplicar corretamente a espessura da chapa
Se tocar no topo da placa, a sua referência Z real é espessura da placa inferior a essa (se estiver a ser colocado na superfície de trabalho). A sua rotina deve somar/subtrair corretamente.
Escrever para o local correto
Se estiver a utilizar deslocamentos do comprimento da ferramenta: certifique-se de que está a definir o Z de trabalho e não o comprimento da ferramenta de corte (a menos que seja esse o método escolhido).
Se estiver num fluxo de trabalho do tipo router (como muitos controlos de hobby/prosumidor), certifique-se de que não está a misturar “máquina Z” com “trabalho Z”.”
Fluxo de trabalho 1: “Z0 é o topo do stock”
Placa de sonda no topo do caldo
Z0 torna-se o topo da ação
Óptima para surfaçagem, profundidade de bolso, gravação
Fluxo de trabalho 2: “Z0 é o plano da mesa/fixação”
Placa de sonda na superfície de referência da mesa ou do dispositivo de fixação
Z0 é consistente em todas as configurações
Ótimo para fixação repetível e peças que se removem/reinstalam
Ambos são válidos. Misturá-los a meio do trabalho é onde começa o caos.
Melhor quando: O seu material é quadrado e as arestas são pontos de referência reais
Como funciona:
Sondar a face X → encontrar a localização da aresta X
Sondar a face Y → encontrar a localização da aresta Y
Aplicar a compensação do raio da ponta de prova
Definir X0/Y0 na intersecção do canto (ou deslocar conforme necessário)
Dica profissional:
Examine cada extremidade duas vezes - uma vez em cada direção - se necessitar de uma confiança elevada. Revela se há flexão do estilete ou disparo inconsistente.
Melhor quando: O seu projeto tem um furo de referência
Sonda vários pontos à volta do furo e calcula o centro.
Porque é que é de elite:
Um centro de furo é menos sensível à forma da peça, ao aperto do torno ou a superfícies exteriores ligeiramente feias. É mais frequentemente um ponto de referência de projeto do que uma aresta em bruto.
Melhor quando: Repete trabalhos ou utiliza acessórios
Coloque um disco num ponto conhecido da placa de fixação (ou uma cavilha de precisão + rotina de sondagem) e defina sempre XY a partir desse ponto.
É assim que os profissionais deixam de “indicar sempre”.”
Está a construir um sistema de coordenadas que vive com o aparelho, não com a disposição da sua configuração.
Se quiser um fluxo de trabalho que cubra a maioria dos trabalhos reais:
Definir Z0 sobre o caldo com um prato (rápido e seguro).
Definir XY0 por apalpação de duas arestas (se as arestas forem pontos de referência), ou
definir o XY0 a partir de um furo/pastilha (se a precisão e a repetibilidade forem importantes).
Confirmar com um movimento de verificação de sanidade. Deslocar-se para um ponto conhecido (como a esquina que espera) a uma velocidade Z segura e verificar visualmente se não está a viver num universo paralelo, efetuar um ensaio em seco / corte de ar em Z seguro para a primeira operação.
Não se trata de “passos extra”. Trata-se de um “seguro barato”.”
Um apalpador dispara por contacto, mas a máquina continua a ter inércia e a caneta pode fletir.
Regras práticas:
A alimentação na aproximação final deve ser lenta (especialmente em sondas pequenas, estiletes longos ou configurações com molas). Utilizar uma direção de abordagem consistente para a repetibilidade.Não sondar superfícies sujas (limalhas, bolhas de película de líquido de refrigeração, rebarbas) Não sondar materiais moles ou gomosos de forma agressiva (pode manchar ou “agarrar”).A temperatura é importante Se quiser precisão “mental profunda”: trate a sondagem como metrologia, não como corrida.
Sintoma: Tudo está consistentemente errado em Z por um valor fixo
Fixar: Meça a espessura da placa com um microfone, escreva-a na placa e utilize esse valor.
Sintoma: A sondagem “funciona”, mas o programa corta no sítio errado
Fixar: Confirme as actualizações da sua rotina de sondagem (G54? WCS ativo? desvio da ferramenta?).
Sintoma: XY está desfasado aproximadamente do raio da esfera da sonda
Fixar: Assegurar que as rotinas subtraem/adicionam corretamente o raio da caneta para a apalpação de arestas.
Sintoma: A repetibilidade é “consistente”, mas não rigorosa
Fixar: Diminuir o avanço da aproximação final, encurtar a haste se possível, reduzir o sobrecurso.
Sintoma: Deslocação dos desvios após rebarbação ou após a primeira operação
Fixar: Rebarbar as faces de referência antes de sondar, ou sondar antes as caraterísticas internas.
Uma boa rotina de sondagem tem estas caraterísticas:
Movimentos de aproximação e retração seguros (sem surpresa Z mergulha)
Alimentação em duas fases (aproximação rápida, toque lento)
Lógica de repetição do toque (opcional mas poderoso)
Limpar a saída (deve indicar o que foi definido: X/Y/Z e qual o desvio)
Um sistema de segurança (se não ocorrer nenhum disparo dentro do percurso previsto, parar)
Se o seu controlador suportar macros ou ciclos de sondagem enlatados, a sua melhor atualização não é “mais sondagem” - é mais estrutura: modelos de sondagem consistentes que se executam sempre da mesma forma.
Se quiser saber se o seu fluxo de trabalho é sólido, faça o seguinte: Faça uma sondagem XY a partir de uma aresta ou de um disco. Afaste-se. Se conseguir repetir dentro dos seus objectivos de tolerância (e da capacidade da sua máquina), está bem. Se não, não culpe primeiro o apalpador - culpe: superfícies sujas, velocidade, comprimento do apalpador, montagem solta ou direção de aproximação inconsistente. O apalpador é brutalmente honesto.
Sim, a sondagem é mais rápida do que os localizadores de arestas e as folhas de papel.
Mas a verdadeira atualização é psicológica:
Deixamos de “esperar” que a nossa origem esteja correta. Começa a saber.
As placas tornam o Z simples e seguro. Os pucks tornam o XY repetível e orientado para a fixação. Boas rotinas tornam todo o processo aborrecido - da melhor maneira possível. Sonda tátil de infravermelhos CNC de alta qualidade
E no CNC, o aborrecimento é uma caraterística.


