Поговорите с нами, получите решение за 20 минут
Пожалуйста, дайте нам знать любые требования и специфические запросы, тогда мы выработаем решение в кратчайшие сроки и вышлем его бесплатно.
Пожалуйста, дайте нам знать любые требования и специфические запросы, тогда мы выработаем решение в кратчайшие сроки и вышлем его бесплатно.
В каждой работе с ЧПУ есть момент, когда деталь зажата, инструмент загружен, программа готова... и вы приостанавливаетесь, потому что знаете правду:
Если ваш ноль XYZ неверен, все последующее - просто дорогостоящая художественная работа.
Зондирование делает обнуление более быстрым, более повторяемым и гораздо менее “чувственным”. Но при этом появляются новые способы ошибиться - например, предположения о толщине пластины, отклонение щупа, неправильное направление подхода или классический вариант: “Я прозондировал Z, но забыл, в какой системе длины инструмента я нахожусь”.” Датчик с ЧПУ
Это руководство посвящено обнулению XYZ как будто ты серьезно.: разумное использование тарелок и шайб, создание рутин, которым вы доверяете, и избегание маленьких ловушек, которые отделяют “это работает” от “это правильно”.”

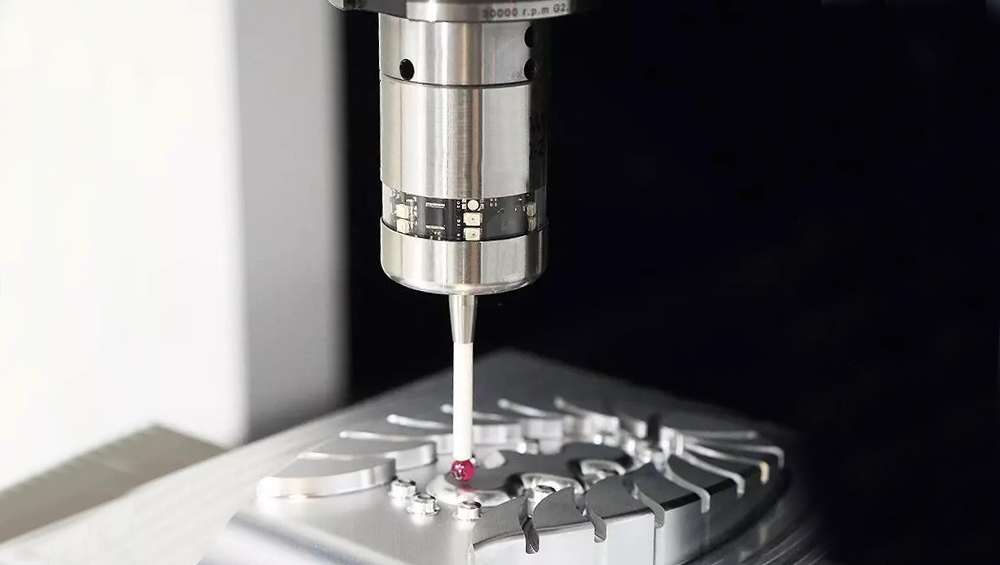
Пробник не позволяет волшебным образом установить ваше происхождение. Он дает вам измеряемая координата в пространстве станка (или в любой системе координат, которую в данный момент отображает ваш контроллер). Ваша задача - преобразовать ее в значимую рабочую координату - обычно это рабочее смещение, например G54 (или начало заготовки в цикле измерений вашего контроллера).
Таким образом, каждый пробный рабочий процесс в основном:
Прикоснитесь к чему-то известному (поверхность/край/карман/фасад)
Запишите, где произошло прикосновение
Применить коррекцию (радиус наконечника зонда, толщина пластины, диаметр шайбы и т.д.)
Запишите полученное значение в свою рабочую систему координат
Если вы будете держать эту модель в голове, поиск неисправностей станет намного проще.
Лучшее для: Быстрая и точная установка высоты Z
Обычные установки:
Положите пластину на заготовку, чтобы установить Z0 на верхней грани
Тарелка на столе, чтобы установить Z0 на поверхности стола
Пластина на приспособлении для создания постоянной Z-ориентировки
Что делает сенсорные тарелки великолепными:
Просто: просто движение Z
Быстро: одна ось, минимальный риск
Надежность: если толщина известна и постоянна
Что делает их опасными:
Неправильная (или предполагаемая) толщина пластины Проводное устройство для установки инструмента по оси Z с ЧПУ (обнуление одной кнопкой)
Чипсы под тарелкой = поддельный Z
Проблемы с проводимостью/контактами, если вы полагаетесь на электрическое прикосновение
Неправильное “определение Z0” (верхняя часть заготовки по сравнению с готовой поверхностью по сравнению с базовой точкой крепления)
Лучшее для: Установка XY (и иногда Z) по повторяющейся, известной геометрии
Почему они сильны:
Шайба дает вам постоянную точку отсчета диаметра/центра. Это очень важно, потому что реальные детали врут, отливки уродливы, заготовки не всегда квадратные, а губки тисков не всегда идеально параллельны.
Типичные случаи использования:
Найдите XY, прощупывая шайбу и вычисляя ее центр Высокоточный беспроводной радиодатчик
Используйте шайбу в креплении в качестве “координатного якоря”.”
Используйте известный калибр для измерения отверстий/колец, чтобы установить постоянное рабочее начало для всех работ.
Будьте внимательны:
Шайба сидит не ровно (снова фишки)
Диаметр шайбы на самом деле не такой, как вы думаете (дешевые шайбы отличаются)
Неправильно применена компенсация радиуса наконечника зонда
Слишком высокая скорость зондирования → изгиб щупа → “повторяющиеся ошибки”

Прежде чем приступить к маршрутизации, выстройте цепочку доверия:
Проверка работоспособности зонда
Срабатывает ли он постоянно?
Плотно ли прилегает стилус?
Были ли в последнее время аварии? (Зонды помнят.)
Откалибруйте радиус наконечника датчика (и, в идеале, смещение щупа).
Откалибруйте радиус наконечника датчика (и, в идеале, смещение щупа). Модульный сенсорный датчик с ЧПУ
Если нет, можно откалибровать по известному кольцевому калибру и измерить повторяемость.
Определите, какую систему координат вы зададите
Смещение заготовки (G54/G55...), или координаты заготовки, определяемые контроллером, или макрос для измерения, который записывает данные непосредственно в смещения.
Определите точку отсчета, как это делается на чертеже
Хорошее определение точки отсчета - это не “где-то рядом с углом”. Это: X0/Y0 - пересечение этих двух граней. Z0 - это верхняя поверхность (или готовая поверхность после обработки). Ориентир - деталь, приспособление или склад, если они ясны, пластины и шайбы становятся инструментами, а не догадками.
Очистите поверхность
Протрите верхнюю часть детали и дно пластины. Чипы не бывают “маленькими”. Чипы - это “генераторы смещения”.”
Поместите пластину последовательно
Положите его там, где он не будет качаться, желательно на плоскую поверхность вдали от заусенцев.
Подход в два этапа
Быстрый выход на безопасную высоту
Медленный финальный подход для запуска
Это позволяет сократить время цикла без ущерба для точности.
Правильное определение толщины пластины
Если вы коснетесь верхней части пластины, то ваша фактическая точка Z будет толщина пластины ниже (если вы устанавливаете на рабочую поверхность). Ваша программа должна правильно складывать/вычитать.
Пишите в правильное место
Если вы используете смещение длины инструмента: убедитесь, что вы устанавливаете рабочую Z, а не длину инструмента (если только это не выбранный вами метод).
Если вы работаете по принципу маршрутизатора (как многие хоббисты/потребители), убедитесь, что вы не смешиваете “машину Z” и “работу Z”.”
Рабочий процесс 1: “Z0 - верхняя часть запасов”
Зонд-пластина на верхней части запаса
Z0 становится вершиной запасов
Отлично подходит для наплавки, углубления карманов, гравировки
Рабочий процесс 2: “Z0 - плоскость стола/приспособления”.”
Пластина зонда на базовой поверхности стола или приспособления
Z0 соответствует всем установкам
Отлично подходит для повторяющихся креплений и деталей, которые вы снимаете/переустанавливаете
Оба варианта подходят. Смешивать их в середине работы - вот где начинается хаос.
Лучше всего, когда: Ваш запас квадратный, а края - настоящие точки отсчета.
Как это работает:
Ощупывать лицо X → найти местоположение края X
Ощупывать лицо Y → найти местоположение края Y
Применяйте компенсацию радиуса наконечника зонда
Установите X0/Y0 на пересечении углов (или сместите при необходимости).
Совет профессионала:
Проверьте каждый край дважды - по одному разу с каждого направления, - если вам нужна высокая уверенность. Это покажет, есть ли у вас изгиб стилуса или непоследовательное срабатывание.
Лучше всего, когда: В вашей конструкции есть контрольное отверстие/отверстие
Вы измеряете несколько точек вокруг отверстия и вычисляете центр.
Почему это элита:
Центр отверстия менее чувствителен к форме заготовки, зажимам в тисках или слегка некрасивым внешним поверхностям. Чаще всего это проектная точка отсчета, чем необработанная кромка.
Лучше всего, когда: Вы выполняете повторяющиеся работы или используете приспособления
Поместите шайбу в известное место на плите приспособления (или точный штифт + процедура измерения), и всегда устанавливайте XY от этого места.
Вот как профессионалы перестают “указывать каждый раз”.”
Вы создаете систему координат, которая будет жить вместе с приспособлением, а не с настроением вашей установки.
Если вам нужен один рабочий процесс, который охватывает большинство реальных работ:
Установите Z0 поверх бульона с помощью тарелки (быстро и безопасно).
Установите XY0 путем прощупывания двух краев (если края являются опорными точками), или
установить XY0 из отверстия/шайбы (если важна точность и повторяемость).
Подтвердите с помощью хода проверки здравомыслия. Бегите трусцой к известной точке (например, к ожидаемому углу) с безопасной скоростью Z. Визуально убедитесь, что вы не живете в параллельной вселенной, прогон / воздушная резка в безопасном месте Z для первой операции.
Это не “дополнительные шаги”. Это “дешевая страховка”.”
Датчик срабатывает при контакте, но машина все еще обладает инерцией, и щуп может прогибаться.
Практические правила:
Подача на конечном участке должна быть медленной (особенно на маленьких щупах, длинных щупах или пружинящих установках). Используйте последовательное направление подхода для обеспечения повторяемости.Не прощупывайте грязные поверхности (стружка, капли охлаждающей жидкости, заусенцы) Не прощупывайте мягкие или жевательные материалы агрессивно. (он может размазаться или “зацепиться”).Температура имеет значение Если вам нужна точность “глубокого ума”: относитесь к измерениям как к метрологии, а не как к бегу трусцой.
Симптом: Все постоянно отклоняется от Z на фиксированную величину
Фикс: Измерьте толщину пластины с помощью микрофона, напишите ее на пластине и используйте это значение.
Симптом: Зондирование “работает”, но программа режет не в том месте
Фикс: Подтвердите, что ваша процедура зондирования обновляется (G54? активный WCS? смещение инструмента?).
Симптом: XY смещен примерно на радиус шарика зонда
Фикс: Убедитесь в правильности вычитания/прибавления радиуса щупа для зондирования краев.
Симптом: Повторяемость “стабильная”, но не жесткая
Фикс: Замедлите подачу при окончательном приближении, по возможности укоротите щуп, уменьшите перекос.
Симптом: Смещение после снятия заусенцев или после первой операции
Фикс: Зачистите заусенцы на базовых поверхностях перед зондированием или вместо этого зондируйте внутренние элементы.
Хорошая процедура зондирования обладает следующими характеристиками:
Безопасные движения при приближении и удалении (не удивляйтесь погружениям Z)
Двухступенчатая подача (быстрый подход, медленное касание)
Логика повторного касания (необязательно, но очень важно)
Очистить выход (должно быть указано, что установлено: X/Y/Z и какое смещение).
Безотказная защита (если в течение ожидаемого хода не происходит срабатывания, остановитесь)
Если ваш контроллер поддерживает макросы или консервированные циклы зондирования, то лучшей модернизацией для вас будет не “больше зондирования”, а большая структура: последовательное зондирование шаблонов, которые вы выполняете каждый раз одинаково.
Если вы хотите узнать, является ли ваш рабочий процесс сплошным, сделайте следующее: Проведите зондирование XY от края или шайбы. Если вы можете повторить процедуру в пределах допустимых отклонений (и возможностей станка), то все в порядке. Если нет, не вините в первую очередь датчик - вините загрязненные поверхности, скорость, длину щупа, ослабленное крепление или непоследовательное направление подхода. Зондирование - это жестокая честность.
Да, зондирование быстрее, чем поиск краев и бумажные листки.
Но настоящая модернизация - психологическая:
Вы перестаете “надеяться”, что ваше происхождение верно. Вы начинаете знать.
Пластины делают Z простым и безопасным. Шайбы делают XY повторяемым и управляемым. Хорошие процедуры делают весь процесс скучным в лучшем смысле этого слова. Высококачественный инфракрасный сенсорный зонд с ЧПУ
А в системе ЧПУ скука - это особенность.


